

- Пресс вулканизационный для резины
- Применение
- Продукция
- Технологический процесс
- Строение гидравлического вулканизационного пресса
- Продолжительность вулканизации (производительность)
- Фотографии обоурдования
- 2 Основные параметры вулканизационного пресса
- 9 Изнашиваемые детали
- Инструкция по применению вулканизационного пресса
- Основы гидродавления
- Пояснения
- Управление и регулировка
- Обслуживание и ремонт
- Анализ и устранение неисправностей
Пресс вулканизационный для резины

Применение

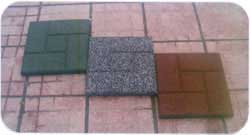
Пресс вулканизационный для резины может изготовлять листы (блоки), одно- и много- слойные напольные покрытия и другую подобную продукцию из окрашенной резиновой крошки.
На каждом этаже может быть две формы для увеличения производительности (пока одна прессуется, другая извлекается и заполняется).
Данный вулканизационный пресс для резины можно использовать с оборудованием по переработке старых шин.

Для больших или нестандартных прессов цену необходимо запрашивать.
Данная стоимость указана для одноэтажных прессов. Можно изготовить пресса с любым количеством этажей (обычно не более 4х, для больших прессов только один).
Это стандартные пресса для изготовления резиновых изделий. Давление 2.3 МПа на плиту. Нагрев электрический.
Можно изготовить пресса любого размера и давления.

процесс производства плитки на прессе
Продукция
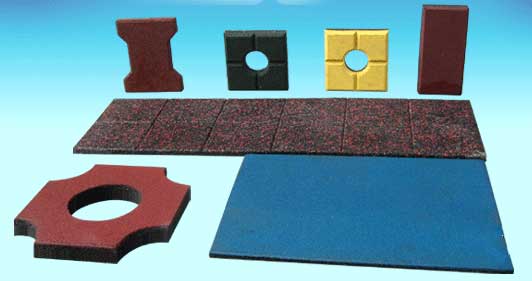
Возможные виды изделий из резиновой крошки:

Ассортимент продукции из резиновой крошки может расширяться, так как вулканизационный пресс это универсальное оборудование в этом плане. Путем подбора новых пресс-форм можно расширять перечень производимой продукции.
Конфигурация напольных покрытий может быть самой различной и зависит только от воображения производителя. Такое изделие может быть выполнено в виде квадратов, прямоугольников, ромбов, сегментов с замками, в виде мозаики и других более сложных геометрических фигур.
Поверхность покрытия может иметь различную фактуру:
Общие свойства и преимущества покрытий из резиновой крошки:


Покрытия можно изготовить:
В результате того, что автомобильные шины испытывают длительные большие нагрузки, при их производстве используются высококачественные дорогостоящие компоненты (смягчающие масла, природные, синтетические каучуки, наполнители т.д.) вместе с новейшими технологиями. Поэтому резина шин является наиболее прочной и долговечной по сравнению с другими типами резин. Её присущи многие важные качества: стойкость к щелочам и кислотам, эластичность, прочность на изгиб, истирание, растяжение, и т.п. Пресс гидравлический для резины может превратить эти качества в выгодный товар.
Тротуарная плитка из резиновой крошки уже давно широко распространена в Западной Европе. Она оладает множеством положительных качеств.
Примеры сфер применения резиновой плитки:

Свойства и преимущества использования резиновой плитки:
Характеристики продукции (могут варьироваться в зависимости от материала, добавок и степени вулканизации)


Технологический процесс

Вулканизационный пресс позволяет производить напольные покрытия открытых и закрытых детских и спортивных площадок, покрытие для лестниц и входов, для бытовых и промышленных помещений, автомоек и гаражей, социальных учреждений и магазинов, бассейнов и саун.
Покрытия могут быть разных цветов – оригинального чёрного цвета, чёрного цвета с вкраплением цветной крошки (красителями). Также можно делать двухслойные покрытия – нижний слой из оригинальной чёрной крошки, а верхний из цветной.
Примерное соотношение основных компоненитов по весу:
Крошка – 85%
Клей – 10%
Краситель – 5%

Используемые фракции резиновой крошки
Для производства изделий на данных вулканизационных прессах может использоваться резиновая крошка различных фракций (от 0,1 мм до 10 мм). Обычно используются мелкие и средние (от 0,1 до 4 мм)
Мелкие и средние фракции резиновой крошки используются при производстве однослойных черных и цветных изделий. Средние и крупные фракции (от 2 до 10 мм) используются в нижнем, не цветном слое изделий. Такие фракции стоят дешевле мелких и в них допускаются текстильные включения.
Можно производить двухслойные покрытия.
Производство двухслойных покрытий (верхний более тонкий цветной слой, нижний черный толстый базовый слой из крупных фракций крошки) возможно если производимое изделие толще 15 мм.
Преимущества двухслойной продукции:

Крошку необходимо смешать с красителем и клеем. Для этого пресс вулканизатор поставляется со смесителем. Краситель и клей должны быть как можно менее токсичными
Первая форма заполняется и прессуется. Затем она выдвигается по рельсам и во время снятия продукта и заполнения материалом прессуется вторая форма.
Строение гидравлического вулканизационного пресса
Вулканизатор пресс состоит из трёх блоков: сам пресс, электроника и гидравлика.
Пресс оснащён автоматическим регулятором температуры, регулятором давления, контрольными приборами. Оборудование малошумно, имеет низкую вибрацию. Просто в применении, занимает малую площадь.
Пресс вулканизационный гидравлический имеет конструкцию колонного типа. Гидравлический цилиндр расположен в нижней части пресса. Поршень перемещается по направлению сверху-вниз. Цилиндр сделан из высококачественного усиленного чугуна.
Внутри каждой нагревательное плиты расположены 9 трубчатых элементов нагрева. Температура нагрева непосредственно отражается на щите управления. Регулировка температуры удобна и точна. Гидравлический вулканизационный пресс снабжён микропроцессорной системой регулирования. Температура плит стабильна, колебания малы. Точность контролирования нагрева высокая.
Гидравлика механической части пресса оснащена одним шестерёнчатый масляным и одним осевым плунжерным насосами. Насосы установлены на масляном баке, имеют простую и надёжную конструкцию. Гидравлика работает независимо. Управляющий клапан установлен на главной части вулканизационного пресса.
Продолжительность вулканизации (производительность)
Возможно изготовление пресс формы для резины любого размера и рисунка. Вот примеры форм:
Фотографии обоурдования






Данное оборудование используется для производства изделий из резины и термоактивной пластмассы. Также его можно использовать в качестве обычного пресса для других нужд.
Данный пресс является колонным плиточным вулканизационным. Современная модель, обладает небольшой площадью, надежной конструкцией, большим давлением и другими конкурентными качествами. Нагрев электрический и газовый. Управление электронное и ручное. Время вулканизации и давление регулируются. Управление простое, обслуживание удобное.
2 Основные параметры вулканизационного пресса
1) Принцип действия (см. гидравлическую принципиальную схему)
При запуске оборудования двигатель приводит в движение гидравлический масляный насос. Насос перекачивает масло из масляного бака через сетчатый фильтр, создавая гидравлическое давление на поршень, который движется вверх. Давление повышается, нереверсивный клапан низкого давления автоматически закрывается, работает шестеренный насос высокого давления.
Когда давления достигает установленного показателя, электричество прерывается, двигатель останавливается. Нереверсивный клапан сохранения давления автоматически закрывается, таким образом сохраняется высокое давление. После завершения вулканизации можно потянуть ручной клапан и масло из гидроцилиндра возвращается в масляной бак.
Масляной бак полностью герметичен, имеется индикатор уровня масла, сеточный масляный фильтр. Установлен двигатель типа Y, насос с двойными лопастями и ручной клапан.
9 Изнашиваемые детали
Содержание
1 Общее описание
2 Основные параметры
3 Принцип действия гидравлики
4 Установка и ходовое испытание
5 Электроника
6 Эксплуатация и настройка
7 Обслуживание
8 Неисправности и их устранения
9 Изнашиваемые детали
10 Таблица деталей электро нагрева
11 Таблица деталей парового нагрева
Инструкция по применению вулканизационного пресса

Данный вулканизационный пресс используется для производства различных изделей
Полное давление: 0.63 MN
Системное давление (максимальное): 16.5 Mpa
Максимальная длина хода поршня: 250 mm
Диаметр поршня: 220 mm
Стандарт горячей плиты: 500 х 500 mm
Номинальное число прокладок: 2
Расстояние между горячими плитами: 125 mm
Давление на единицу площади горячей плиты: 2.52 Mpa
Скорость подъема поршня: 12 mm/s
Скорость спуска поршня: 12 mm/s
Мощность электрического нагрева: 21.6 kw
Максимальная температура нагрева: 200°C
Мощность электромашины: 2.2 kw
Масса: 1500 kg
Габариты: 1800 х 850 х 1550 mm
Максимальное давление пара: 0.8 Mpa
Основы гидродавления
1) Основы
Во время запуска, насос для подачи масла электромашины начинает вращаться, масляное отверстие насоса всасывает масло из топливного бака, которое прошло через масляный фильтр. Когда из выпускного отверстия выходит прессовое масло, то поршень быстро поднимается, давление масла повышается, низконапорный клапан противодавления автоматически закрывается, в это время высоковольтный шестеренный насос начинает работать. После того, как давление достигло определенного уровня, электропитание прерывается, электромашина прекращает работу, предохранительный клапан противодействия автоматически закрывается, тем самым позволяет гидравлической системе сохранять нормальное давление.
2) Состав:
Топливный бак гидравлической системы представляет собой структуру закрытого типа, масляной индикатор, масляный фильтр, электродвигатель, спаренный насос, клапан ручного управления.
Пояснения
1) Подготовительная работа:
Во-первых, необходимо проверить каждую деталь машины, в соответствии с требованиями сернистого аммония, необходимо отрегулировать стрелку манометра, установить сернистую температуру.
2) Работа
В соответствии с кнопочным подъемным переключателем SB2, срабатывает контактор KM1, электромашина начинает работать, повышается давление на пресс-формы. Когда давление достигает определенного уровня, разомкнутый контакт манометра KP1 замыкается, срабатывает прерыватель тока KA1, электромашина прекращает работу, пресс-формы прекращают подниматься, начинает работать сернистый хронометраж. Когда время заканчивается, то об этом предупреждает извещатель KL2, при помощи клапана ручного действия опускают пресс-формы.
Во время поднимания пресс-форм, при нажатии кнопки SB1 электромашина останавливается, пресс-формы прекращают подниматься и подвергаются повышенному давлению.
Управление и регулировка
Во время испытания машины необходимо отрегулировать ее работу. Давление при 16 Mpa вырабатывает силу давления 0.61 MN, силу давления пользователь сам выбирает. В соответствии с технологическими требованиями, давление при 14 Мра должно вырабатывать силу давления 0.53 MN, при 12 Мра должно вырабатывать силу давления 0.46 MN, при 10 Мра должно вырабатывать 0.38 MN.
Обратите внимание:
1) Максимальное давление системы достигает 16.5 Мра.
2) Давление сливного клапана должно быть идентичным с давлением манометра, иначе оборудование поломается.
Откройте переключатель электрического нагрева для того, чтобы горячие плиты нагревались. В соответствии с технологическими требованиями, отрегулируйте контрольный прибор, установите необходимую температуру.
Обслуживание и ремонт
Если во время работы машины появляются посторонние звуки, то необходимо своевременно отключить машину, после устранения неисправности можно снова запустить машину.
После трех месяцев использования новой машины необходимо провести промывание, смену масла всей гидравлической системы.
Анализ и устранение неисправностей
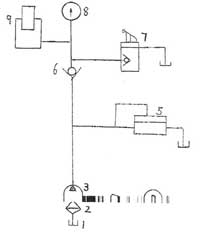
1. Топливный бак
2. Масляный фильтр
3. Шестеренный насос
4. Электродвигатель
5. Водосливной клапан высокого давления
6. Клапан противодавления
7. Клапан ручного управления
8. Манометр
9. Масляный цилиндр
Пресс вулканизационный гидравлический предназначен для формования резинотехнических изделий в специальных пресс-формах и последующей вулканизации под давлением. Способом вулканизации в прессах изготавливают РТИ сложной конфигурации с высокой плотностью и большой точностью. Для получения изделий высокого качества прессы укомплектованы контрольно- измерительными приборами – регуляторами давления и терморегуляторами.
Принцип работы вулканизационных прессов:
Пресс-формы, в которые помещаются заготовки из сырой резины, устанавливаются на рабочие плиты пресса. Плиты пресса сдавливаются, в них сырая резина растекается в пресс-форме и принимает необходимую форму. Пресс-формы нагреваются, под действием температуры резина тоже нагревается, вулканизируется и приобретает окончательную форму изделия. Через заданное время плиты пресса раздвигаются и извлекаются готовые изделия. Управление пресса компьютеризировано. Закладка сырой резины и выемка изделий осуществляется вручную.
Пресс вулканизационный гидравлический содержит: станину; верхнюю и нижнюю плиты, между которыми размещаются пресс-формы; гидроцилиндры; электрический шкаф; пульт управления. Режимы процессов назначаются на контроллере, а их выполнение гарантируется работой контроллера и коммутационного оборудования.
Вальцы для приготовления смесей
Вальцы представляют собой машину с двумя или тремя валками, вращающимися навстречу друг другу, оси вращения которых находятся в горизонтальной плоскости. Вальцы служат для смешения, листования, нагрева и пластикации резиновых смесей и каучука, а также для размола, дробления, очистки резиновых отходов и старой резины в регенераторном производстве.
Вальцы для приготовления смесей оснащены измерительными и вспомогательными устройствами, регулирующие величину зазора между валками, контролирующие и регулирующие температуру и давление.
Устройство вальцов. На фундаментальной плите установлены станины, стянутые траверсами. Траверсы образуют прямоугольные окна, в которых установлены валки в подшипниках качения. Два или три полых валка вращаются навстречу друг другу. Изменение зазора между валками осуществляется за счет перемещения корпуса подшипников переднего вала по направляющим вдоль станины. Резиновую смесь или каучук в виде пластин или кусков загружают и многократно прогоняют через зазор между валками. Механизм приводится в действие от электродвигателя или вручную.
Машины МЧТ и МЧХ
Червячные машины служат для получения из резиновых смесей заготовок различного профиля и длины, для очистки резиновых смесей от инородных включений, для пластикации натурального каучука, для гранулирования резиновых смесей и каучуков, отжатия влаги из каучука и регенерата, для обкладки шлангов, кабелей, и рукавов резиновой смесью.
Червячных машины используются для выполнения процесса шприцевания резиновых смесей. Он заключается в непрерывном продавливании нагретого пластичного материала через фигурное отверстие инструмента, размещаемого в головке червячной машины. В результате формуется заготовка, с геометрией поперечного сечения соответствующей форме отверстия. Так получают заготовки прокладок, протекторов, шнуров, камер, шлангов и т. п.
Червячные машины для переработки пластических масс называют экструдерами, а используемый в них метод экструзией. В резиновой промышленности машины червячного типа называют: шнековыми машинами, шприцмашинами, червячными прессами.
Червячные машины относятся к числу основных машин резинового производства, являются машинами непрерывного действия, универсальны по назначению отличаются высокой эффективностью работы. Червячные машины изготавливаются различных типов, отличаются устройством общей конструкции и особенностям действия тех или иных механизмов. Выпускаются четыре основных типа таких машин:
– машины червячные теплого питания (МЧТ), для переработки резиновых смесей с температурой на входе 50-80 °С
– машины червячные теплого питания с вакуумом (МЧТВ), для переработки резиновых смесей с температурой на входе 50-80 °С
– машины червячные холодного питания (МЧХ), для переработки резиновых смесей с температурой на входе 15-30 °С
– машины червячные холодного питания с вакуумов (МЧХВ), для переработки резиновых смесей с температурой на входе 15-30 °С
Автоклавы для вулканизации резиновых изделий
Автоклавы вулканизационные служат для вулканизации резинотехнических изделий в паровой, водяной или воздушных средах, при осуществлении процессов при которых недопустимо повышение температуры и давления выше расчетных. Технологический процесс вулканизации автоматизирован, что обеспечивает контроль рабочих параметров, а также безопасность работы.
Вулканизационные автоклавы выпускаются с байонетными затворами внутренним диаметром от 800 до 2800 мм, имеют максимальное рабочее давлением 1,25 МПа (12,5 кгс/см).
Автоклавы для вулканизации резиновых изделий изготавливаются различных типов, отличающихся устройством общей конструкции и особенностям действия тех или иных
механизмов. Могут быть горизонтальные или вертикальные, тупиковые или проходные, с паровой рубашкой или без паровой рубашки, механизированные или автоматизированные.
Шкафы для термостатирования резиновых изделий
Термостатирование (поствулканизация) проводится для улучшения механических свойств резиновых изделий (в частности максимального снижения остаточной деформации сжатия), и для удаления летучих компонентов. Процесс проводится как правило при температуре 150-300℃. Нагревание изделий проводится постепенно для недопущения образования в массе резины пузырьков, пор, микротрещин.
Шкаф для термостатирования резиновых изделий позволяет проводить качественную заключительную обработку изделий. Шкафы укомплектованы системой поддержания микроклимата в течении заданного времени, а также системой притока воздуха.
Еще с 19 века были изобретены вулканизационные пресса, этот патент принадлежит Чарльзу Гудиеру, который и придумал такую методику работы с резиной. В научной сфере деятельности изобретение стало настоящим прорывом, а резину стали использовать повсеместно. Этот метод считается дорогостоящим и очень трудоемким. Когда появился вулканизационный пресс, технология работы стала простая и экономичная. Практически любая сфера деятельности человека включает использование резиновых изделий: изготовление водонепроницаемых тканей, обуви, презервативов, автомобильных покрышек и многого другого.
Вулканизационная методика популярная, берется рецептурный исходный материал и нагревается до состояния жидкой среды. Чтобы получить однородную массу смесь тщательно перемешивается и под давлением заливается в подготовленную форму, постепенно вытесняя остатки воздуха. Изделие будет готово к использованию после среза литниковой системы.
Сегодня Волжский завод РТИ готов предложить производство на современных прессах, которые позволяют достигать минимума издержек и производства высококачественных изделий, при этом экономится не только сырьевое потребление, но электричество. Резина нагревается до нужной температуры, но недопустимо, чтобы она перегревалась, иначе свойства будут видоизменены. При необходимости на новом устройстве можно накачивать дополнительно воздух и контролировать давление во время остывания.
Для разных видов резины подбираются соответствующие температуры и компоненты, которые будут входить в состав. Если во время производства автомобильных покрышек используются низкие температуры, то это уплотняет резину и благоприятно скажется на ее характеристиках. В вулканизационных прессах рти можно контролировать температурный режим, внутри установлен позисторный элемент нагревания. Современные вулканизационные станки простые, управлять ими легко, процесс не считается трудозатратным.
Пресса РТИ вулканизационного типа
Вулканизационный пресс работает за счет специальной пресс-формы, в нее и закладываются резиновые заготовки. Происходит сдавливание плит и замыкание формы пресса. Сжатие позволяет под огромным усилием раздавить форму, чтобы она растеклась внутри. Подключается система нагревания и под воздействием температуры выполняется вулканизация, а изделия принимают необходимую форму. Выдержав резиновые изделия под установленной температурой плиты, раздвигаются, а готовый продукт достается. Изготовленный Волжским заводом
пресс вулканизационный, цена которого зависит от характеристик, предлагается в широком ассортименте. Рабочий процесс полностью управляется компьютерным оператором, закладка резины и приемка готовых изделий выполняется вручную.
Пресса РТИ вакуумно-вулканизационного типа
Вулканизационные пресса для РТИ с вакуумом относятся разновидностям вулканизационных машин, которые предлагает завод РТИ. К основным особенностям вакуумно-вулканизационных прессов относятся:
– наличие плит с нагревательным эффектом, нагрев происходит равномерно по всей площади;
– вакуумный пресс не дает резине прилипать к рабочей поверхности, при этом не нужна специальная продувка пресс-форм. При вулканизации герметичная камера накрывает плиту, давление понижается. Готовое изделие избавлено от дефектных пор и пузырей, а вулканизация с вакуумом выполняется быстрее в два раза;
– плиты проходят процедуру азотирования и покрываются хромом, чтобы увеличить прочность и срок эксплуатации пресса;
– при смыкании направляющих механизма снижается коэффициент трения;
– на основе PLC работает система управления, продукция за счет усиленного режима получается качественной.
Оборудование эффективно не только для простейшей продукции, но и многокомпозиционных со сложной конфигурацией изделий. Дополнительно, устанавливая вакуумный пресс купить можно подъемные столы, позволяющие обеспечить механизацию полного или частичного типа. Усилие зависит от наличия гнезд в прессе.
Особенности изготовления изделий РТИ
Это сложный технологический процесс, но если соблюдать все операции последовательно трудностей не возникнет. В первую очередь готовится специальная резиновая смеси, после чего создается форма изделия, проходят вулканизационные этапы. Все компоненты смешиваются, каучук делают пластичными, пропускают через вальцы, они подогреваются до температуры 50 градусов. Готовая смесь пластичная, на последнем этапе добавляется уплотнитель.
В изготовлении листовой резины используется метод каландрования. Резиновая масса проходит через валы, происходит нагрев, обволакивание и выход готового изделия. Пластины могут, как нагреваться, так и охлаждаться, поэтому температурный режим легко регулируется. Листы заматывают в рулоны, они представляют собой готовые полуфабрикаты для образования различных формы. Немаловажным способом является прессование, когда резина запрессовывают в металлические формы.
В качестве запрессовки может использоваться горячий и холодный метод. Если в разогретую форму добавляется смесь при этом давление и температура небольшая, способ называется горячим. Этот метод одновременно выполняет вулканизацию и формообразование.
Сложные компоненты делают под давлением. Прочность готовых продуктов увеличивается, если пользоваться армированием. Многие мужчины думают куплю пресс вулканизационный, подключу последовательное соединение компонентов и процесс можно начинать.
Вулканизация – завершающий этап
Процесс вулканизации является конечным этапом, он позволяет формировать физические и механические свойства. Процесс горячего типа выполняется в специальных прессах, где работа проводится под давлением со строгим соблюдением температурного режима непрерывно. Рабочая среда создает формы с температурой и природой организационной среды. Между каучуком и серой происходит реакция, при этом устойчивость к органическим растворителям увеличивается.






