

- Автоматизированная система на производстве
- Автоматизированная производственная система от А до Я
- ЧТО ТАКОЕ АВТОМАТИЗИРОВАННАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА
- СТЕПЕНИ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
- ПРИМЕРЫ АВТОМАТИЗАЦИИ В ПРОИЗВОДСТВЕ
- АВТОМАТИЗАЦИЯ ВНЕ ПРОИЗВОДСТВЕННОЙ ЛИНИИ
- ПРОМЫШЛЕННЫЕ РОБОТЫ УЛУЧШАЮТ РАБОЧУЮ СРЕДУ
- ПОВЫШЕНИЕ БЕЗОПАСНОСТИ НА РАБОЧЕМ МЕСТЕ В СЛОЖНЫХ УСЛОВИЯХ
- ВАЖНЕЙШИЕ ИННОВАЦИИ В ОБЛАСТИ ОБОРУДОВАНИЯ ДЛЯ АВТОМАТИЗАЦИИ
- ВАЖНЕЙШИЕ ИННОВАЦИИ В ОБЛАСТИ ОБОРУДОВАНИЯ ДЛЯ АВТОМАТИЗАЦИИ
- Автоматизация производства: современные системы
- Зачем нужна автоматизация
- Уровни автоматизации
- Принципы автоматизации
- Элементы автоматизации
- ERP
- APS
- MES
- Процесс автоматизации производства
- Плюсы, минусы, основные характеристики
- Заключение
- Что это такое в промышленности и как ее внедрить
- Что такое автоматизация технологических процессов производства
- Цели и задачи
- Типы автоматизации
- Уровни АТПП
- Принципы АТПП
- Средства автоматизации промышленного производства
- Как внедрить автоматизацию
- Примеры успешной автоматизации производства
- Производитель строительных материалов
- Коротко о главном
- Цели автоматизации производственного планирования
- Уровни производственного планирования
- Модели управления
- Методы производственного планирования
- ББВ («Буфер-барабан-веревка»)
- MRP
- APS
- MES
Автоматизированная система на производстве
В статье мы рассказываем о том, что такое автоматизированная система производства и для чего это важно
Автоматизированная производственная система от А до Я
Эта статья поможет объяснить взаимосвязь между технологией автоматизации и производственной промышленностью. Мы рассмотрим как контролируемые, так и неконтролируемые среды, в которых оборудование для автоматизации используется для повышения безопасности и производительности.
Марш к автоматизации еще далек от завершения. Мы вступили в фазу, когда автоматизация защищает квалифицированных работников от аутсорсинга, повышая ценность их времени и усилий. В отрасли стоимостью 5,2 триллиона долларов США повышение стоимости человеческого капитала еще никогда не было столь важным.
Сверхмощный кобот UR16e с грузоподъемностью 16 кг (35,3 фунта), работающий в непосредственной близости от человека
ЧТО ТАКОЕ АВТОМАТИЗИРОВАННАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА
В 1913 году Генри Форд навсегда изменил мир производства, представив мобильную сборочную линию, укомплектованную рабочими, специализирующимися на выполнении конкретных задач. Сегодня в производстве происходит еще одна эволюция: автоматизированное производство.
Люди устают, теряют концентрацию и совершают откровенные ошибки. Повторяющиеся задачи, требующие точности, становятся тем сложнее для людей, чем дольше им приходится их выполнять. Автоматизация производства включает в себя автоматизированные устройства для повышения безопасности и эффективности.
Благодаря технологическим достижениям, таким как интуитивные программирующие подвески, теперь легко создавать подробные инструкции для роботов. Усовершенствованные датчики позволяют роботам понимать окружающую среду и взаимодействовать с ней. Усовершенствованные конструкции снижают потребность в техническом обслуживании, позволяя автоматизированным производственным средам работать круглосуточно.
СТЕПЕНИ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
В производстве можно встретить различные степени автоматизации. Например, коллаборативные роботы предназначены для совместной работы с людьми для точного выполнения опасных или повторяющихся задач. Другие производственные компании почти полностью полагаются на машины для автоматизации с минимальным участием человека.
Такая гибкость радикально меняет способы проектирования и эксплуатации цепей поставок.
Например, количество рабочих мест в обрабатывающей промышленности в Европе и США неуклонно снижалось в течение последних четырех десятилетий. Совместная автоматизация помогает замедлить (а возможно, и обратить вспять) этот спад, поскольку производители инвестируют в решения, повышающие производительность каждой единицы работы и улучшающие условия труда.
КАК АВТОМАТИЗАЦИЯ ИСПОЛЬЗУЕТСЯ НА ПРОИЗВОДСТВЕ
Существует три категории автоматизации в производстве:
Как следует из названия, этот вид автоматизации производства предполагает использование специализированного оборудования. Вместо схем и компьютерных чипов инженеры программируют машину с помощью шестеренок, кулачков и другого оборудования на этапе проектирования.
Если производитель хочет выполнять другую работу, ему придется значительно модифицировать или заменить машину. Стационарная автоматизация наиболее полезна на высокопроизводительных предприятиях, где процессы и продукция меняются редко.
Этот тип автоматизации является более гибким, позволяя создавать партии с уникальными конструкторскими указаниями. Вместо того чтобы полагаться на специализированные машины, производители используют компьютеры для программирования своих машин на выполнение более широкого круга задач.
В перерывах между партиями системы останавливаются для перенастройки. Поэтому такой тип автоматизации лучше всего подходит для производителей, которым необходимо запускать большие партии одинаковых продуктов, что снижает необходимость отключения системы для перепрограммирования.
Гибкая автоматизация позволяет производителям создавать разнообразные продукты с помощью промышленных роботов без необходимости останавливать производственную линию для перепрограммирования. Программист использует удаленный терминал для изменения или загрузки новых инструкций по требованию.
Эти инструкции можно складывать, то есть один робот может выполнить несколько сложных этапов, прежде чем изделие перейдет на следующий этап.
Благодаря своим небольшим размерам и мобильности, коботы делают эту гибкость еще одним шагом вперед. Компания Axis Machining, расположенная в Техасе, установила своего кобота UR10 на почвенный постамент (на фото ниже), чтобы его можно было легко перемещать между различными задачами на заводе.
ПРИМЕРЫ АВТОМАТИЗАЦИИ В ПРОИЗВОДСТВЕ
Для углубленного изучения примеров автоматизации в реальном мире вам следует изучить тематические исследования по автоматизации компании Universal Robots. В каждом из них освещается конкретный пример использования компанией технологии для повышения эффективности производства и безопасности.
В этом разделе мы приводим некоторые примеры важных отраслей, использующих автоматизацию для создания позитивных изменений.
АВТОМАТИЗАЦИЯ ВНЕ ПРОИЗВОДСТВЕННОЙ ЛИНИИ
Автоматизация в производстве выходит за рамки физического изготовления продукции. Автоматизация используется и в других ключевых областях, включая:
• Исследования и разработки
• Выполнение заказов
• Логистика / дистрибуция
• Обслуживание клиентов
Каждая из этих ключевых областей влияет на итоговый результат.
ПРОМЫШЛЕННЫЕ РОБОТЫ УЛУЧШАЮТ РАБОЧУЮ СРЕДУ
В прошлом технологи утверждали, что современный мир будет в значительной степени автоматизирован, с минимальным количеством человеческого труда. Может быть, когда-нибудь, но не сегодня и не завтра. Человеческий труд играет ключевую роль в разработке и производстве продуктов, которыми мы пользуемся сегодня.
Компания Universal Robots продала более 46 000 роботов для совместной работы. Эти современные роботы предназначены для работы рядом с человеком, помогая снизить травматизм на рабочем месте. Роботы позволяют производителям получить максимальную отдачу от людей и роботов; первые обеспечивают навыки творческого решения проблем, гибкое мышление и знание реального мира, а роботы — повторяемость, точность и круглосуточную доступность.
ПОВЫШЕНИЕ БЕЗОПАСНОСТИ НА РАБОЧЕМ МЕСТЕ В СЛОЖНЫХ УСЛОВИЯХ
В строительной отрасли наблюдается наибольшее количество смертельных травм на рабочем месте по сравнению с другими отраслями. В настоящее время становится все более возможным разгружать роботов для выполнения работ с повышенным риском. Роботы позволяют строительным компаниям перевести рабочих с прессов и бурового оборудования высокого давления на более сложные задачи.
Коботы также специфичны для строительной отрасли. Компания Autodesk представила роботов UR, чтобы расширить границы сотрудничества человека и робота. Недавно компания Autodesk установила роботов UR вместе с инженерами на конференции, и участникам конференции было предложено помочь построить павильон-улей из бамбука и других тонких, хрупких материалов. Присутствующие узнали, как использовать программное обеспечение Autodesk и оборудование UR для строительства павильона, продемонстрировав, что коботы могут быть использованы в строительстве для снижения вероятности травм.
ВАЖНЕЙШИЕ ИННОВАЦИИ В ОБЛАСТИ ОБОРУДОВАНИЯ ДЛЯ АВТОМАТИЗАЦИИ
Инновации продолжают развиваться, поскольку производители инвестируют в проверенные технологии для защиты своих работников и повышения производительноcти. По мере того как коботы доказывают свою способность выполнять сложные задачи в сложных условиях, кривая инноваций в более контролируемой среде становится еще более заметной. Одним из примеров являются инвестиции индустрии электронной коммерции в высокотехнологичные центры, где коботы помогают людям организовывать запасы и выбирать товары. Люди также работают вместе с роботами, чтобы обеспечить точность заказа и успешную доставку.
Коллаборативная автоматизация позволяет людям и роботам работать в непосредственной близости друг от друга без использования клеток.ующие узнали, как использовать программное обеспечение Autodesk и оборудование UR для строительства павильона, продемонстрировав, что коботы могут быть использованы в строительстве для снижения вероятности травм.
ВАЖНЕЙШИЕ ИННОВАЦИИ В ОБЛАСТИ ОБОРУДОВАНИЯ ДЛЯ АВТОМАТИЗАЦИИ
Например, датчики приближения позволяют роботу измерить, насколько близко находится объект, но для понимания размера и формы объекта, которым он должен манипулировать, требуется совместная работа нескольких датчиков.
Речь идет не только о создании имиджа. Интеллектуальные датчики зрения 3D-роботов, используемые коботами, основаны на совместной работе различных датчиков. В зависимости от области применения, коботам может потребоваться комбинация до семи различных типов датчиков:
Датчики света могут использоваться коботами для обеспечения контекста информации, получаемой от других датчиков. Это может быть чрезвычайно полезно для создания комплексного 3D-изображения объектов, которыми они манипулируют.
Звуковые датчики могут давать звуковые инструкции или сканировать окружающую среду (подобно SONAR), используя различия в звуковых частотах для построения карты окружающей среды.
Датчики приближения полагаются на электромагнитное излучение, посылаемое и принимаемое параллельными датчикам
ИК-датчики могут обнаруживать отражение света и сообщать коботу о близком объекте. Также могут использоваться звуковые волны, похожие на ультразвук. А фоторезисторы измеряют изменения в присутствии света, предупреждая кобота об изменении интенсивности света при приближении объекта.
Тактильные датчики полагаются на контакт с поверхностью для замыкания цепи. Кнопки лифта – хорошо известный пример: когда вы нажимаете на кнопку лифта, она временно замыкает цепь, что компьютер преобразует в команду. В автоматизации производства тактильные датчики играют ключевую роль в оповещении коботов о том, что они находятся в контакте с объектом. В то же время датчики силы могут быть использованы для информирования кобота о том, насколько силен его захват.
Датчики температуры преобразуют изменения напряжения в показания температуры. Измерение температуры объекта имеет решающее значение для обеспечения желаемого результата в некоторых процессах. Например, если материалы слишком нагреваются, они могут погнуться или расплавиться. Если они слишком холодные, расширение может снизить точность измерения.
Навигационные датчики используются для того, чтобы помочь коботам понять свое географическое положение. В центрах выполнения заказов, упомянутых ранее в этой статье, роботы используют навигационные датчики, которые помогают им перемещаться по складу, не теряясь и не заходя в запретные зоны. Коботы могут получать информацию о геолокации через спутники (GPS) или магнитные поля (компас).
Коботы обычно работают в определенной рабочей зоне или ячейке, поэтому GPS недостаточно точен, чтобы быть полезным. Однако цифровой магнитный компас может быть использован, например, для подтверждения ориентации производственного манипулятора.
Датчики ускорения помогают роботам понять, насколько быстро они увеличивают или уменьшают свою скорость при движении. Акселерометры могут измерять как скорость, так и ориентацию. Динамическая сила является критическим параметром для коботов при манипулировании объектами. Без этих передовых датчиков автоматизированные машины не смогли бы разумно взаимодействовать с окружающей средой.
Автоматизация производства: современные системы
- 15.07.2022
Современные системы и средства автоматизации в промышленности помогают усовершенствовать производственные процессы и значительно повысить эффективность работы компаний. При этом, технологии направлены не только на замещение физического труда, но и интеллектуальной деятельности, что позволяет свести к минимуму участие человека и ошибок, связанных с человеческим фактором. О новейших системах автоматизации промышленности расскажем в статье.
Зачем нужна автоматизация
В современных условиях, чтобы занять лидирующие позиции на рынке, производственным предприятиям необходимо гибко реагировать на постоянно меняющуюся ситуацию, выпускать разнообразный ассортимент продукции и, при необходимости, быстро его адаптировать под нужды клиентов, точно соблюдать сроки и объемы заказов, при этом предлагать конкурентоспособную цену и поддерживать качество на высоком уровне. Без современных средств и систем автоматизации промышленности выполнить все эти требования практически невозможно.
Промышленная автоматизация – это целый комплекс систем, работающих на разных уровнях, включая технологические процессы, планирование и управление. Ее основными целями являются:
- Снижение влияния человеческого фактора. Усталость, невнимательность сотрудников, механические ошибки в работе оказывают негативное влияние на производство, безопасность, качество готовой продукции и степень удовлетворенности клиентов.
- Увеличение производительности. Благодаря автоматизации сокращается количество времени на выполнение регулярно повторяющихся и трудоемких операций, быстрее обрабатываются большие объемы данных.
- Снижение затрат. Автоматизация ведет к сокращению численности обслуживающего персонала, более рациональному использованию оборудования, сырья и материалов, экономному расходованию энергоресурсов, сокращению всех видов запасов. То есть предприятие получает возможность использовать имеющиеся ресурсы с наибольшей эффективностью.
- Повышение конкурентоспособности. Автоматизация способствует уменьшению количества брака, повышению качества выпускаемой продукции, снижению ее себестоимости. Она позволяет быстро адаптировать ассортимент поз запросы клиентов и своевременно выполнять заказы.
Таким образом, автоматизация способствует достижению основной цели деятельности предприятия — увеличению его прибыли.
Уровни автоматизации
Автоматизация производства подразделяется на несколько уровней:
- Первый. Это этап, на котором производство оснащается автоматизированными полуавтоматизированным оборудованием. При этом, только отдельные операции выполняются без участия человека или с его частичным участием. Большинство процессов, включая контроль и производственную логистику остаются не автоматизированными.
- Второй. На этом этапе происходит автоматизация технологических процессов, а также логистики, функций контроля за производственными объектами и управления оборудованием. Этот уровень предполагает оснащение производства автоматическими линиями.
- Третий. Это наивысший уровень, подразумевающий комплексный подход, который охватывает все составные элементы производственного процесса, начиная от технологической разработки и планирования и заканчивая проверкой качества готовой продукции. Только комплексная автоматизация помогает обеспечить развитие предприятия в целом и его наибольшую эффективность.
Принципы автоматизации
Автоматизация производства должна проводиться системно с соблюдением ряда принципов:
- Согласованность. Все шаги в автоматизированном процессе должны быть скоординированы между собой, а также с предыдущими и последующими действиями. При любой несогласованности возникают сбои, которые оказывают влияние на остальные процессы.
- Интеграция. Автоматизируемый процесс необходимо встраивать в единую среду предприятия, при этом на разных уровнях интеграция имеет свои особенности.
- Гибкость. Этот принцип подразумевает возможность оптимизации или быстрой замены любого элемента без нарушения общего процесса. Гибкость необходима для эффективного использования имеющихся ресурсов и перестроения работы под меняющиеся задачи без больших затрат.
- Независимость. Каждый автоматизируемый процесс может протекать самостоятельно, без внешнего участия человека и при минимальном контроле со стороны персонала.
Элементы автоматизации
Сейчас используется множество комплексов и систем автоматизации промышленности. К ним относятся:
- промышленное оборудование с числовым программным управлением;
- роботы и роботизированные комплексы;
- гибкие производственные системы;
- системы автоматического проектирования;
- складские системы автоматизации;
- средства контроля качества.
Отдельного внимания заслуживают современные системы производственного планирования и управления, которые способны заменить интеллектуальный труд.
ERP
ERP — инструмент для планирования ресурсов предприятия. Он предназначен для выполнения следующих функций:
- объемное планирование — когда и сколько продукции должно быть произведено;
- управление трудовыми ресурсами;
- обеспечение взаимодействия между структурными подразделения (логистика, бухгалтерия, снабжение, производство);
- финансовый менеджмент;
- управление активами.
APS
В решении используются новейшие алгоритмы, которые помогают быстро реагировать на неожиданные изменения, постоянно повышать эффективность работы, удовлетворять запросы заказчиков и сокращать сроки вывода продукции на рынок.
- определение потребностей в ресурсах;
- автоматизированное планирование с учетом ограничений;
- оптимизация графиков по множеству критериев;
- перерасчеты плана в режиме реального времени в случае отклонений;
- моделирование альтернативных сценариев;
- визуализация процессов с помощью диаграммы Ганта.
MES
Решения СНАРЯД могут интегрироваться с ERP и мониторинговыми системами, позволяя связать между собой все уровни управления предприятием и создать единое информационное пространство.
Процесс автоматизации производства
Процесс автоматизации производства для большинства предприятий является вынужденной мерой, позволяющей в условиях стремительных изменений промышленных технологий и кризиса успешно сокращать вероятные затраты на работу и персонал, гибко реагировать на гипотетические проблемы и оптимизировать деятельность. Вместе с тем вышеупомянутое явление считается в обществе неоднозначным, так как многие винят именно его в угрозе проблемы промышленной безработицы и непропорционального деления рабочей нагрузки между людьми, оставшимися на предприятии, подвергнутом широкомасштабной замене человеческого труда на машинный.

Плюсы, минусы, основные характеристики
Под непосредственной производственной автоматизацией понимают замещение человека автоматической системой при выполнении одинаковых трудовых задач. Составными компонентами автоматизации электронно-вычислительные планировочные системы, специальные станки с элементами программного управления на числовой основе, роботизированные механизмы, контрольные системы с применением искусственного интеллекта и мн. др. Производится не просто замена человека на автомат, а комплексное изменение всей работы предприятия, от планирования выпуска продукции до изготовления самых мелких компонентов. Системы позволяют на стадии разработки продукции анализировать ее недостатки и качества, а уже затем выпускать. При этом введение автоматических систем принесло на производство новое явление, так называемое «дробное изготовление». Под ним понимается замена единого сложного производственного процесса на несколько мелких и более простых. То есть, если раньше деталь создавалась единовременно за отдельный отрезок времени на одном станке, то сейчас за гораздо более короткий срок эту деталь изготавливают несколько рабочих автоматов, каждый из которых специализируется на конкретном этапе изготовления.

К несомненным плюсам автоматизации, которые выделяют эксперты компании Аксоним стоит отнести:
- Сокращение расходов на оплату труда рабочих предприятия, так как при введении автоматических систем сокращается количество низкоквалифицированного персонала.
- Повышение скорости проектирования и создания продукции.
- Повышение охвата контроля за производством, в том числе благодаря специальным контрольным и планировочным ЭВМ.
Но не стоит забывать, что у этого явления есть и минусы, существенно тормозящие технологическое обновление промышленности. К ним нужно отнести три основных:
- Риск безработицы из-за уменьшения числа нужных предприятию рабочих вследствие появления там промышленных роботов. Эта проблема порождает всевозможные споры о целесообразности нахождения рабочих автоматов на промпредприятиях. В перспективе именно вопрос о вероятной безработице может повлиять на более широкое использование автоматических технологий в разных производственных сферах.
- Неспособность автоматов выполнять сложную и требующую отдельных присущих человеку качеств работу.
- Затраты, связанные с обслуживанием систем.
Из вышеприведенных минусов на данный момент не один не может быть назван решённым. Предприятия порой не могут позволить себе покупку дорогостоящих систем, что благоприятно сказывается на наличии на них большого количества рабочих мест, но при этом провоцирует промышленную отсталость. Данная дилемма особенно сильно проявляется при автоматизации малых предприятий.
Заключение
В качестве задач автоматизации современного производства можно выделить две ключевые: это разрешение проблем с гипотетическим сокращением рабочих профессий из-за введения промышленных систем и оптимизация предполагаемых расходов на их установку на промпредприятиях.
Что это такое в промышленности и как ее внедрить

Понять, что конкретное предприятие идет в ногу со временем, легко – ручной труд на нем максимально заменен машинным, за счет чего улучшены качественные показатели работы. Например, увеличен объем поставок за стандартный отчетный период.
Для передачи контрольных, операционных, управленческих функций от человека технике используют системы автоматизации производства. Сегодня им доверяют как повседневную рутинную работу, так и задачи повышенной сложности.
Что такое автоматизация технологических процессов производства
Автоматизация – комплекс мер по внедрению машин, механизмов, математических моделей, программного обеспечения в производственные процессы. Итог этих мер – выполнение существенной части технологических операций не людьми, а специальным оборудованием.
Цели и задачи
С помощью автоматизации технологических процессов производства (АТПП) решают следующие задачи:
- сокращение времени изготовления, упаковки, сортировки продукции;
- снижение стоимости человеческого труда;
- сокращение расходов на сырье;
- защита специалистов на вредных производствах за счет выполнения работ в условиях, опасных для здоровья человека;
- быстрая реализация сложных технических задач;
- увеличение выработки продукции;
- автоматизация и оптимизация многих производственных процессов, что положительным образом сказывается на продуктивности.
Наличие средств АТПП иногда приводит к увеличению затрат (например, на техническое обслуживание оборудования). При разработке проекта автоматизации руководство компании оценивает сроки окупаемости вложений и делает вывод о сообразности его внедрения.
Автоматизировать можно почти любое производство, на котором имеют место рутинные процессы. «Односложные», но цикличные операции встречаются во многих отраслях:
- энергетика и прочие.
АТПП не претендует на полное вытеснение интеллектуального и ручного труда человека – наоборот, она делает условия работы более комфортными.
Типы автоматизации
Существует шесть направлений АТПП. Их различают по типу используемого оборудования.
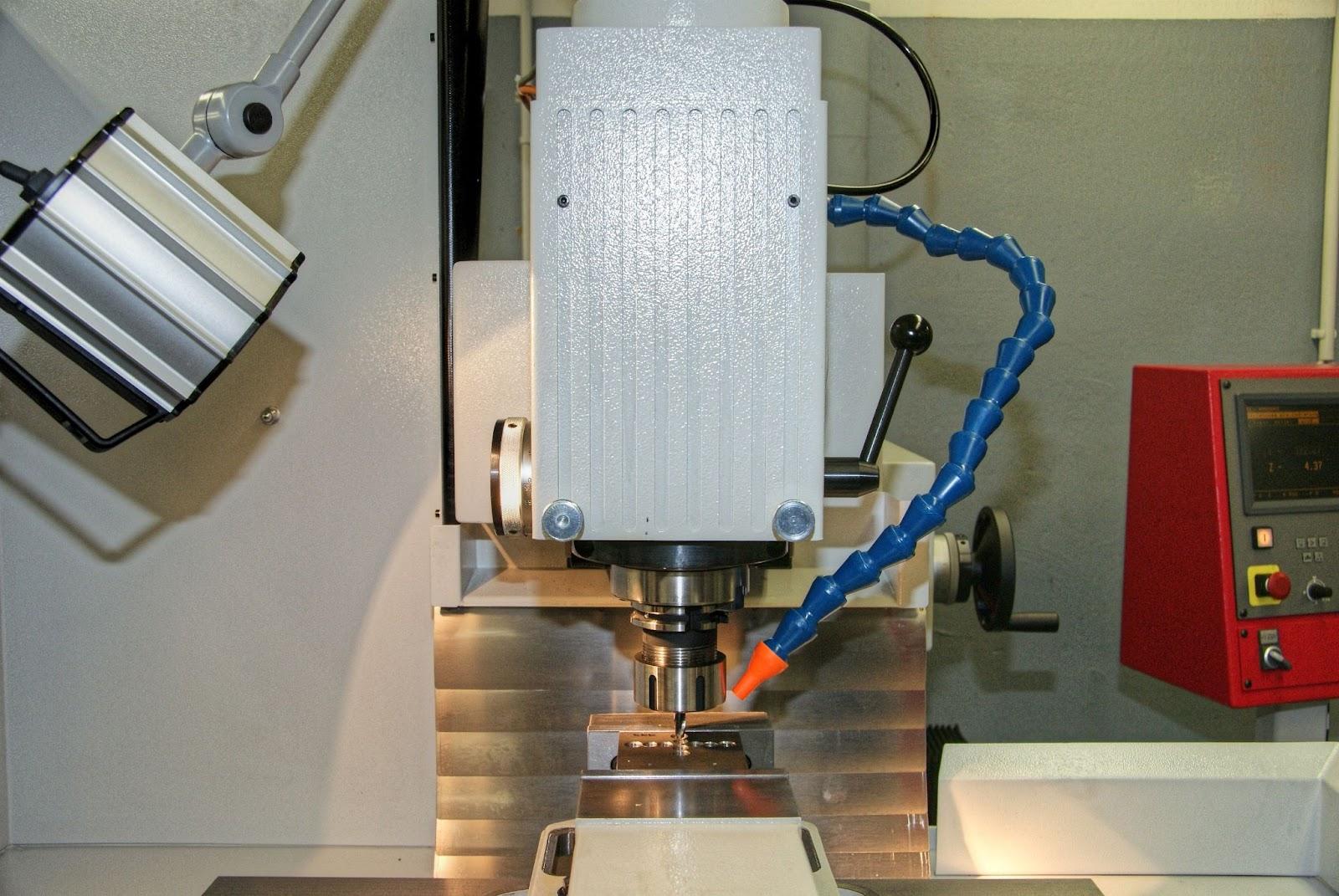
Это машины с числовым управлением (Numerical Control – числовой контроль) – станки, запрограммированные на определенные действия. Технологический процесс полностью контролируется электроникой. Оператор станка устанавливает, налаживает, проверяет оборудование, размещает и снимает заготовки. Пример NC-автоматизации – фрезерный станок с ЧПУ.
Информационные технологии внедряют в основном в сферу интеллектуального труда. Они нацелены на создание, получение, хранение, обработку, распространение данных. В отличие от человеческого мозга, перерабатывают больше информации, не допуская ошибок.
Гибкие производственные системы (Flexible Manufacturing System) совершают полный производственный цикл, подстраиваясь под условия среды. Необходимы предприятию, работу которого нельзя останавливать даже при аварии. При использовании FMS применяют разные методы – например, меняют порядок выполнения операций или упрощают технологические процессы.
В отличие от NC способны выполнять работу без участия человека, т. е. полностью автономны. Роботам «доверяют» погрузку тяжелых/опасных предметов, сварку и сборку деталей, упаковку товаров и другие монотонные задачи, характерные для определенного технологического участка.

Это программное обеспечение для решения прикладных задач. Примеры – CAD, CAM, CAE и прочие. С помощью систем проектирования создают алгоритмы работы оборудования, прогнозируют качество и характеристики изделий, определяют наиболее рациональный способ их изготовления.
Computer Integrated Manufacturing (дословно – «компьютер, интегрированный в производство») контролирует производственный комплекс через единый интерфейс.
Часть функций CIM:
- управление цехами, участками, отделами;
- подготовка к производству продукции;
- управление складами и логистикой;
- контроль системы сбыта;
Компьютерное интегрирование охватывает весь спектр задач по производству продукта. CIM ускоряет технологические процессы, снижает вероятность сбоев и ошибок из-за человеческого фактора.
Уровни АТПП
Выделяют четыре степени автоматизации производства:
Роботов, технологического оборудования, программного обеспечения или иных средств автоматизации на таком предприятии нет. Отсутствуют они по трем причинам:
- недостаток ресурсов для покупки или внедрения;
- экономическая несообразность установки;
- невозможность замены ручного труда (например, при создании произведений искусства).
Нулевая автоматизация на промышленном предприятии – крайне редкое явление.
АТПП затрагивает конкретное оборудование или отдельные операции. Пример частичной автоматизации – установка фрезерного станка ЧПУ на металлообрабатывающем предприятии. Человек задает параметры, но обработку деталей полностью выполняет станок.
Автоматизация определенного участка, цеха, линии. Обеспечивает автономное функционирование системы. Участие человека сводится к контролю работы оборудования.
Наивысший уровень автоматизации, при котором машинам передан полный цикл работ от проектирования до контроля качества.
Полная АТПП – весьма перспективная модель, которая редко встречается на практике. Чаще на промышленных предприятиях реализованы проекты частичной или комплексной автоматизации.
Принципы АТПП
Одна из основных задач предприятия – органично внедрить систему автоматизации. В ее рамках соблюдают пять принципов:
1. Принцип согласованности.
Действия двух и более компонентов АТПП, которые решают общую задачу, согласуют друг с другом. Синхронизация выполняемых операций, рецептур, графиков, методик обеспечивает максимальный уровень автоматизации. При несогласованности действий хотя бы двух элементов нарушается весь технологический процесс.
2. Принцип гибкости.
Подразумевает возможность замены, исключения или дополнения средств автоматизации в технологический процесс без ущерба для его эффективности. Гибкость – ключевой аспект быстрой адаптации производства к , инструментам и операциям.
3. Принцип завершенности.
АТПП – цикличный процесс, который обеспечивает желаемый результат без промежуточного делегирования задач другим исполнителям или подразделениям.
- машины, которые обрабатывают разные виды сырья;
- сокращение объема ресурсов для производства
- унификация (единообразие) методов изготовления;
- минимальный объем пусконаладочных работ перед вводом автоматики в эксплуатацию.
4. Принцип комплексной интеграции.
Качество автоматизации зависит от качества настройки производственных процессов, их синхронизации. Необходимую слаженность обеспечит оперативная интеграция отдельных технологий в организационную среду.
Сквозная аналитика Calltouch собирает информацию со всех рекламных площадок, сайта и из CRM и объединяет в единый интерфейс. Анализируйте все нужные вам данные, используя наглядный и понятный общий отчет.
![]()
Сквозная аналитика Calltouch
- Анализируйте воронку продаж от показов до денег в кассе
- Автоматический сбор данных, удобные отчеты и бесплатные интеграции

5. Принцип независимости.
Суть – снижение производства и степени влияния человеческого фактора на эффективность предприятия.
Средства автоматизации промышленного производства
Ассортимент оборудования, инструментов и программ для АТПП огромен. Ниже рассмотрим пять категорий.
Это совокупность технических средств и программ, которые могут выполнять одну или несколько однотипных задач. Состоит из двух частей – аппаратной и программной. Первая включает устройства для сбора и обработки информации (например, ПК), вторая – программное обеспечение для обработки и/или интерпретации данных.
- удобное администрирование (через браузер);
- низкая вероятность внеплановой остановки;
- возможность централизованного управления функциями.
Примеры программно-аппаратных комплексов – системы видеонаблюдения, техника для медицинской диагностики, устройства для формирования электронной очереди.
Востребованы в серийном производстве , которые требуют поэтапной обработки. Линия состоит из станций (участков), через которые в некой последовательности проходит продукт.
Линии классифицируют по нескольким критериям:
- способ транспортировки продукции (сквозная, боковая, комбинированная);
- способ связи элементов (жесткая/гибкая).
Автоматизированные линии обычно применяют в металлургии и машиностроении. Пример – участок сварки автомобильных колес. На нем выполняют соединение диска с ободом, очистку шва от шлака, пробивку отверстия под ниппель, удаление заусенцев. При этом используют сварочное, токарное, шлифовочное оборудование.
Востребована крупными предприятиями и небольшими фирмами. Преимущества роботов:
- точность выполнения операций;
- возможность перенастройки параметров;
- снижение влияния человеческого фактора.
Роботы полезны в погрузочно-разгрузочных работах, обработке, сборке и контроле серийной продукции.
Программное обеспечение, которое объединяет в одном интерфейсе и облегчает взаимодействие руководства с сотрудниками. ПО позволяет:
- планировать стратегические и тактические шаги компании;
- формировать график производства;
- детализировать технологические операции;
- координировать работу цехов и других структурных подразделений компании.
В программе 1C:ERP предусмотрены возможности для кадровиков, бухгалтеров, обслуживающего персонала и других категорий сотрудников.
Программный пакет для сбора, обработки, отображения, хранения информации об объекте мониторинга. Им дополняют, например, системы экологического контроля, автоматизации зданий или АСКУЭ (коммерческий учет электроэнергии).
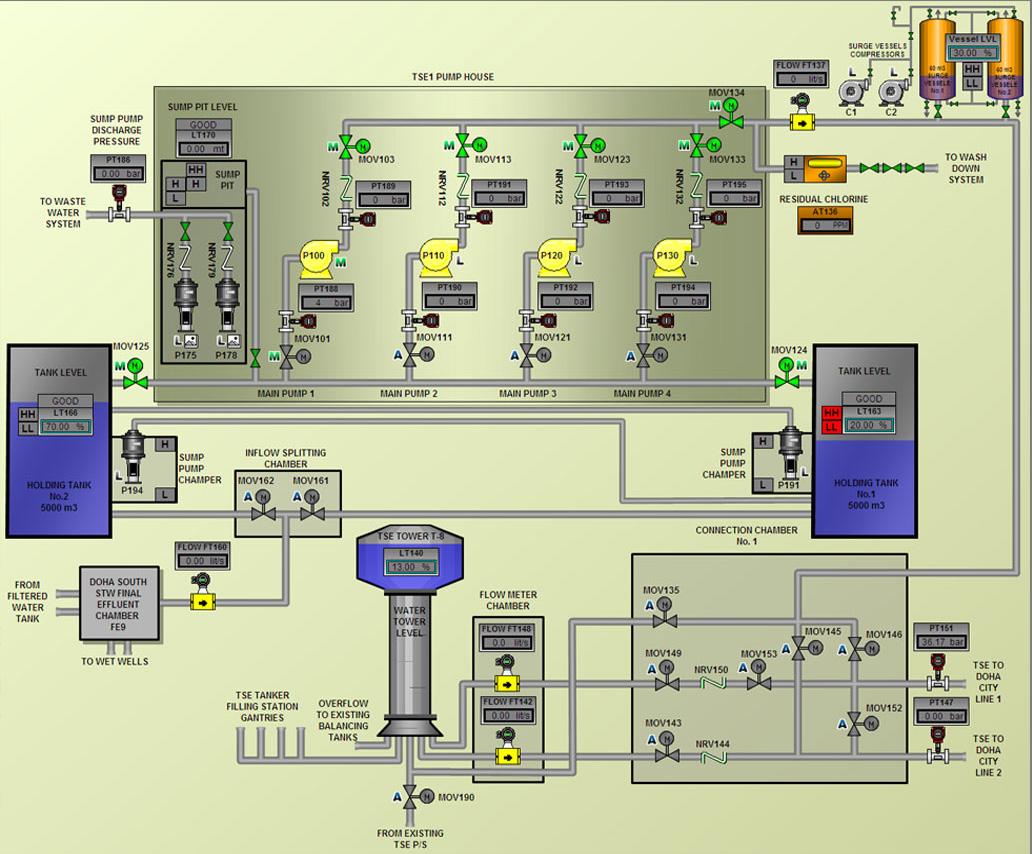
Некоторые возможности SCADA:
- обмен данными с контроллерами (датчиками) промышленного оборудования;
- подготовка отчетов о ходе производственного процесса;
- ведение баз данных с технологической информацией;
- связь с внешними приложениями.
Программа легко интегрируется с другими продуктами для управления предприятием – 1C, системой метрологического учета АСОМИ и прочими.
Как внедрить автоматизацию
Процесс делят на пять этапов
Руководство предприятия определяет основные мотивы установки средств автоматизации. Возможные цели – расширение номенклатуры продукции, оптимизация и автоматизация производственных процессов и другие, что перечислены выше.
Долгосрочное планирование – залог успешного внедрения средств автоматизации. Оно включает нескольких этапов:
- изучение и оцифровка процессов, которые будут автоматизированы;
- оптимизация этих процессов (упрощение структуры, исключение не несущих очевидной пользы операций, объединение нескольких однотипных действий в одно и прочее);
- черновой проект АТПП (поиск систем для достижения поставленных целей).
Невозможно цифровизировать производство без четкого плана. Чем проще организационная структура предприятия, тем легче реализовать стратегию.
Кроме станков, роботов, ПО, систем проектирования и других средств АТПП понадобится электроника:
- контроллеры и выключатели;
Ключевой этап АТПП, который иногда включают в . В его рамках создают схему, отображающую структуру, параметры, функции средств автоматизации. В проекте отражены:
- данные о масштабе автоматизации;
- перечень средств АТПП;
- определение контрольных параметров работы оборудования («индикаторы» для проверки);
- описание управляющих систем;
- конфигурация расположения средств автоматизации.
В проекте также фиксируют порядок действий при экстренных ситуациях. Например, условия для блокировки или приостановки устройств (с указанием ответственных лиц).
Для реализации проекта привлекают профильных специалистов. После заключения договора подрядчик устанавливает средства АТПП, производит пусконаладку. При необходимости проводится обучение внутри компании. Сотрудники получают инструкции по эксплуатации и технике безопасности.
После внедрения автоматизации предприятие сталкивается с двумя задачами:
- Необходимость в плановом техническом обслуживании.
- Защита системы от нежелательного воздействия.
Первую задачу решают, привлекая специализированные сервисные службы или заключая договор с поставщиками. Вторую – установкой прикладного ПО, которое интегрируется со средствами автоматизации.
Предприятие, которое выделяет значительный бюджет на запуск рекламных кампаний, заинтересовано в получении целевых обращений. Антифрод Calltouch разделяет входящие звонки на реальные заявки и спам. Инструмент позволяет оптимизировать деятельность контакт-центра и/или отдела продаж – специалисты не тратят время на обработку нецелевых обращений
![]()
Автоматически выявляет некачественные звонки, которые не приводят к продажам, а просто расходуют бюджет.
- Выявляет и тегирует сомнительные звонки от недобросовестных рекламных подрядчиков или спам
- Позволяет учитывать в отчетах только качественные обращения
- Упрощает контроль подрядчиков

Примеры успешной автоматизации производства
Предлагаем несколько кейсов, которые наглядно демонстрируют возможности АТПП:
Производитель строительных материалов
Пример – бельгийская компания ISOMO, поставляющая плиты из пенополистирола на европейский . Производственная линия, которая использовалась до 2011 года, не была приспособлена под упаковку малогабаритной продукции. Это замедляло процесс подготовки плит и тормозило поставки.
В эксплуатацию ввели новую автоматизированную линию, оснащенную двумя роботами FANUC. Они подбирали необходимое число плит и отправляли их к упаковщику. Оператор управлял роботами при помощи специализированного ПО.

Помимо повышения изоляционной способности линии, ISOMO смогла сократить производственный процесс с трех до двух рабочих смен. Подробнее – на сайте робототехники FANUC
Российское подразделение L`Oreal в Калужской области в мае 2021 года оснастило производственную линию дельта-роботом ABB IRB 360 FlexPicker. Его функция заключалась в перекладывании тюбиков с краской для волос в упаковочный конвейер. Результат внедрения – повышение производительности линии в два раза.
Новость об автоматизации подразделения L`Oreal опубликована на сайте RoboTrends
Еще один интересный кейс про внедрение роботов, представленный на сайте компании FANUC. На производстве фирмы Peka Kroef они автоматически загружают восемь автоклавов, которые используют для приготовления картофельных продуктов. Работу линии круглосуточно контролируют пять операторов.
Внедрение робототехники позволило Peka Kroef расширить ассортимент продукции из картофеля. Роботы действуют безошибочно и бесперебойно – перемещают каждый ингредиент в предназначенный для него автоклав.
Коротко о главном
- АТПП – комплекс технологичных решений, которые направлены на замену ручного труда машинным.
- С помощью автоматизации предприятие решает десятки задач – сокращает время изготовления продукции, расширяет ассортимент, снижает риск нештатных ситуаций из-за человеческого фактора и прочее.
- АТПП бывает нулевой, частичной, комплексной и полной. В России производственные линии обычно автоматизируют частично или комплексно.
- Ключевые требования к автоматизированному комплексу – согласованность действий его элементов, гибкость, завершенность, возможность интеграции со вспомогательным ПО, максимальная автономность.
- Процесс внедрения автоматизации состоит из пяти этапов – определения цели, разработки стратегии, выбора оборудования, проектирования, поиска специалистов для реализации проекта.
- Объем решений в рамках АТПП для конкретной отрасли зависит от , поставленных целей и возможности автоматизации процессов, технологий и операций.
Большинство проблем в управлении производством связано с неэффективным планированием: простои оборудования, рост складских запасов, низкая производительность, нарушение сроков выпуска продукции. Эти и многие проблемы являются причиной того, что компания недополучает прибыль и теряет позиции на рынке.
Избавиться от них позволяет автоматизация планирования производства, которая вносит кардинальные изменения в производственную деятельность. В статье расскажем о современных системах, концепциях и методах автоматизации, их особенностях, отличиях, недостатках и преимуществах.
Цели автоматизации производственного планирования
Глобальная миссия автоматизированных систем планирования (АСП) – повысить эффективность предприятия, то есть сформировать условия для получения большей прибыли при меньших затратах. Каким образом достигается эта цель:
- Реалистичное планирование. Предприятие может получить выполнимые планы при условии, что при их формировании были учтены доступные мощности и ресурсы, а также все особенности и ограничения. Это огромный комплекс критериев, которые может свести воедино только автоматизированная система.
- Повышение гибкости и устойчивости к внешним и внутренним факторам. В ходе производственного процесса часто возникают отклонения или изменения заказов, которые требуют быстрого перестроения планов, расписаний и графиков. Автоматизация позволяет предприятию оперативно реагировать на эти изменения, поддерживая актуальность планов.
- Повышение управляемости. Автоматизация делает производство прозрачным. С ее помощью можно получить целостную картину происходящего внутри, понять, где находятся проблемные места, что требует улучшения, а что лучше исключить из цепочки процессов.
- Оптимизация производства. Автоматизированное планирование производства направлено на нахождение наилучших решений для различных производственных задач. Оно позволяет эффективно использовать ресурсы, повышать производительность, избегать простоев, сокращать производственный цикл, снижать затраты, уменьшать объем незавершенного производства и брака.
- Минимизация человеческого фактора. Одно из преимуществ автоматизации заключается в предотвращении дорогостоящих ошибок, вызванных человеческим фактором. Это касается не только планирования, но и производственного процесса, поскольку повышается трудовая дисциплина.
- Повышение конкурентоспособности. Современное производственное предприятие вынуждено работать в суровых условиях: рынок постоянно меняется и становится все более конкурентным. Компании с автоматизированными системами планирования получают конкурентное преимущество: они могут точно определять даты выпуска продукции, сокращать сроки производства, повышать качество с одновременным снижением себестоимости, выполнять индивидуальные заказы, более гибко реагировать на требования рынка.
Уровни производственного планирования
Современный подход к планированию производства представляет собой двухуровневую модель:
- Верхний уровень – межцеховое планирование. Его суть заключается в составлении общего графика выпуска продукции. В зависимости от специфики программного обеспечения, межцеховое планирование может иметь разную степень детализации, учитывать загрузку мощностей, проблемные места и доступность материалов.
- Нижний уровень – внутрицеховое оперативное планирование. На этом этапе планы верхнего уровня детализируются: сокращается интервал времени, охваченного планом, учитывается больше параметров, сокращается доля прогноза и увеличивается доля реальной производственной информации.
Модели управления
Традиционная модель основана на пополнении запасов. При ее реализации на производстве поддерживается постоянный уровень запасов для каждой стадии производственного процесса, а продукция изготавливается заранее и хранится на складе.
Это самая простая модель, которая требует минимум информации, проходящей через все звенья производственной цепи. Основными ее недостатками являются излишние запасы продукции и отсутствие гибкости при реакции на требования потребителей – модель может использоваться только при наличии стабильного спроса на производимый ассортимент.
Современные модели управления адаптированы под работу в условиях постоянно меняющегося рынка. К ним относятся:
- Модель, основанная на теории ограничений. Методология заключается в поиске узких мест – ключевых ограничений, определяющих успех и эффективность всей системы в целом. Это могут быть операции, оборудование или стадии производственного процесса, которые имеют меньшую пропускную способность, чем остальные. Основная задача – найти эти «узкие места», использовать их с максимальной эффективностью и, по возможности, расширить. То есть основное внимание при планировании уделяется самому слабому участку системы.
- Проталкивающая модель. Такой вариант управления основан на прогнозе потребительского спроса. Он предусматривает составление графиков, регламентирующих поставки сырья и материалов, а также время перехода партий с одной стадии производства на другую. Поставки необходимых комплектующих и материалов планируются таким образом, чтобы поступать на производство к моменту, когда они необходимы. Все детали, производящиеся на предприятии, проходят на следующий этап четко в соответствии с графиком – проталкиваются по звеньям производственной цепочки. Проталкивающая модель ориентирована на снижение запасов и эффективное использование производственных ресурсов, но ее жизнеспособность во многом зависит от точности прогнозов и корректности планов.
- Вытягивающая модель. Цель этого подхода также заключается в снижении запасов и повышении эффективности, но процесс строится иначе. Здесь центральная система управления не задает график и не вмешивается в обмен материальными потоками между производственными участками – детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости, поэтому жесткий график отсутствует. Размещение заказов на пополнение запасов или изготовления материальных ресурсов происходит в момент, когда их количество достигает определенного критического уровня. Вытягивающая модель требует высокой дисциплины поставок и высокой ответственности персонала. Только в этом случае система будет работоспособна.
Методы производственного планирования
Методологии производственного планирования реализованы различными классами информационных систем, предназначенных для автоматизации производственного планирования. Среди них наибольшее распространение получили системы MRP, MES и APS, в основе которых лежит проталкивающая модель. Концепция «Барабан-буфер-веревка» иллюстрирует практическое применение теории ограничений и вытягивающей модели в управлении производственным предприятием.
ББВ («Буфер-барабан-веревка»)
Концепция ББВ исходит из того, что на производстве в первую очередь нужно найти звенья, являющиеся наиболее проблемными местами – барабаны, а затем обеспечить их эффективную загрузку. Важно избегать простоев этих рабочих центров или свести их до возможного минимума, а функционирование всех остальных звеньев производственной цепочки нужно подчинить барабану.
Буфер – это резерв времени и ресурсов, который необходим, чтобы проблемный центр не простаивал. Веревка – это связь с остальной системой: «барабан» тянет за «веревку», чтобы продукция была запущена на первую стадию производства.
Метод ББВ может быть эффективен, только если в производстве есть ярко выраженный узкое место, которое не мигрирует при изменении ассортимента выпускаемой продукции.
MRP
В системах управления типа MRP впервые был сделан акцент не на внутренних процессах, а на требованиях потребителей. На первом этапе была сформулирована концепция MRP (Material Requirements Planning) – «Планирование материальных потребностей», которая затем трансформировалась в концепцию MRPII (Manufacturing Resource Planning) – «Планирование производственных ресурсов».
Концепция MRP работает по принципу «от обратного»: сначала определяется срок реализации готовой продукции, а затем планируются операции нижнего уровня, вплоть до определения даты формирования заказов поставщикам. Концепция не предполагает отсутствия необходимых материалов на складе, поскольку предусмотрен определенный страховой запас.
К недостаткам MRP относится невозможность сразу построить реалистичные планы, поскольку дефицит мощностей можно проанализировать только после процедуры планирования на основе сформированных графиков.
APS
APS – это концепция синхронного планирования и оптимизации, которая включает в себя планирование производства, снабжения и диспетчеризацию производства. В двухуровневой структуре производственного планирования системы APS занимают верхний уровень.
Автоматизированные системы, основанные на этом методе, обеспечивают одновременное планирование потребности производства в материалах и мощностях. Имеющиеся мощности не только сопоставляются с текущей загрузкой, но и с существующими ограничениями, то есть в расчет берутся узкие места.
APS позволяет определить реальные сроки выполнения заказа в момент его поступления и составить точный и выполнимый план выпуска с учетом всех производственных ресурсов: оборудования, персонала, сырья, инструментов и т.д.
MES
Для автоматизации планирования на нижнем, внутрицеховом уровне, используется методология MES. Она предусматривает детализированное, оперативно-календарное планирование, которое проводится с учетом конкретных единиц оборудования, переналадок, ремонтов, отказов, транспортных и складских операций, кадрового состава и других производственных факторов конкретного цеха.






