

Вибрация – физическое явление, способное в очень короткий срок разрушить любой механизм. Именно поэтому насосы периодически подвергаются проверке при помощи стационарных или переносных средств измерения. Если вибрация агрегата доходит до верхней границы допустимого уровня или же превышает его, это служит сигналом к срочному принятию мер.
Основные причины, приводящие к вибрации насосов
Вибрация способна возникать в следующих случаях:
• возникновение дисбаланса рабочего колеса;
• расцентровка вала насоса или приводящего двигателя;
• выработка подшипников;
• применение некачественной смазки;
• ослабление крепления насоса или возникновение дефектов в фундаменте.
Кроме того, в редких случаях возникновению вибрации в насосах может способствовать скачкообразное изменение плотности жидкости, например, в результате попадания в нее небольшого количества воздуха.
Определение уровня вибрации насосов мощностью свыше 10 МВт ведется на основании межрегионального стандарта ГОСТ 30576-98, в котором даются все необходимые рекомендации для проведения проверок, а также приводятся значения предельно допустимых отклонений параметра от нормы.
Остальные насосы проверяются в соответствии с требованиями международного стандарта ИСО 9905:1994. Положения обоих документов очень созвучны между собой, поэтому в большинстве случаев имеет смысл пользоваться только международным.
Вибрация насосов оценивается в диапазоне частот 10-1000 Гц по наибольшему значению средне-квадратичной величины, полученному в результате измерений.
Проверке подвергаются все опорные подшипники насосов. Измерения проводятся в трех взаимно перпендикулярных плоскостях: вертикальной, горизонтальной, расположенной поперек рабочего вала и горизонтальной, расположенной вдоль оси насоса.
При измерении вертикальной составляющей датчик устанавливается на верхнюю часть середины крышки подшипника. При измерении горизонтально-поперечной и горизонтально-осевой составляющих датчики крепятся на корпус подшипника на уровне середины вала, соответственно сбоку или с торца.
Нормальной считается вибрация, не превышающая значение 7,1 мм с-1. Если ее уровень превышает 11,2 мм с-1, длительная работа насоса недопустима.
Периодичность проверки вибрации насосов определяется технической литературой на каждое конкретное изделие. В некоторых ответственных случаях контроль вибрации прибора может осуществляться постоянно, даже с использованием аварийной сигнализации.
Измерение вибрации насосов
Процесс измерения вибрации в нашей стране чётко регламентирован на уровне подзаконных нормативных актов. Профильным контрольным органом власти утверждён свод требований – государственный стандарт под номером 6134-2007. Документ разработан в полном соответствии с международными нормами. Какое значение это имеет для результатов оценки? Насосы, которые изготовлены с соблюдением установленных требований, безопасны для применения и могут быть сертифицированы для продажи за рубежом.
Согласно ГОСТу измерения в зависимости от их процедуры делятся на два класса – высокой и средней точности. Для каждой категории устанавливается допустимая погрешность.
Зачем нужно измерение вибрации насосов? Эта процедура служит в первую очередь для диагностики каких-либо неполадок в оборудовании. Даже небольшое отклонение от нормы может свидетельствовать о серьёзной проблеме в функционировании насоса. Своевременное обнаружение поломки поможет сэкономить большую сумму денег, которую впоследствии пришлось бы потратить на ремонт.
Для того, чтобы измерение вибрации дало объективный результат, насос следует установить на специальную платформу или закрепить на гибких элементах. Выбор зависит от того, как требования заявлены для процедуры в технической документации, разработанной для конкретной модели. В некоторых чётко оговорённых случаях процедуру можно произвести прямо на месте эксплуатации оборудования. Для измерения используется контроль напора поступающей на насос жидкости при регламентированной частоте вращения.
Каким образом собирается необходимая информация? Для проведения процедуры применяются специальные датчики, которые служат для замеров скорости вибрации. Полученные данные приборы трансформируют в электрические сигналы, которые поступают на анализаторы. Приборы рассчитывают основные параметры (частоту и амплитуду колебаний) с применением специальных формул. Некоторые продвинутые датчики оснащаются встроенными анализаторами, что оптимизирует процесс и ускоряет работу. Современные технологии позволяют настраивать фильтр необходимых частот.
Что может служить причиной проблем? Чаще всего к повышенной вибрации приводит смещение оси. Когда сила колебаний превышает критический порог, прибор выходит из строя. Своевременная профилактика позволяет избежать негативных последствий.
Вибродиагностика насосов и насосного оборудования является одним из наиболее эффективных и достоверных способов определения их технического состояния. Причём важным является тот факт, что диагностика должна проводиться стационарно, т.е. непрерывно во время работы оборудования, благодаря чему не потребуется прерывать технологический процесс.

Вибродиагностика насосов и насосного оборудования находит своё применение в первую очередь в системах водоснабжения и водоотведения, а также в нефтеперерабатывающей и химической промышленности, атомной энергетике, металлургии, машиностроении и в топливно-энергетическом комплексе.
При продолжительной работе в насосах любого типа происходит износ подшипников, в результате чего уровень вибрации всего агрегата повышается. Эксплуатация изношенных подшипников приводит к перекосу ротора, вследствие чего растёт потребляемая мощность, снижается КПД насоса, происходит чрезмерный перегрев стойки и подшипников, перекос и задевание за корпус сальникового уплотнения. Контроль вибрации подшипников помогает избежать всех этих проблем.
Во время работы динамических и объёмных насосов рама агрегата, закреплённая на фундаменте, подвергается сильным вибрациям. Оценка надёжности крепления рамы к фундаменту достигается измерением вибрации в вертикальном направлении на всех элементах крепления к насосу или рядом с элементами крепления. Дефектные узлы крепления изменяют характер вибраций, что и позволяет говорить о качестве монтажа.
Стационарная система вибродиагностики обеспечивает постоянный контроль состояния магистрального и подпорного насоса в режиме реального времени. Такой вид диагностики позволяет выявлять критические изменения уровня вибрации, влияющего на работоспособность оборудования. Помимо контроля вибрации и выявления дефектов оборудования, система вибродиагностики способна определить и качество его монтажа.
Всё это делает возможным своевременное выявление дефектов и позволяет принять предупредительные меры, чтобы предотвратить внезапную поломку насосов. Такого рода подход к ремонту и обслуживанию рабочих агрегатов значительно сокращает затраты на капитальный ремонт и увеличивает срок межремонтной эксплуатации насосного оборудования на 20-30%.
Международные стандарты определяют требования к измерительным приборам и методику их проведения. Так, вибромониторинг насосного оборудования выполняется с опорой на международный ГОСТ ИСО 10816, а по отечественному стандарту ГОСТ 32106-2013 проводится вибродиагностика центробежных насосов и компрессорных агрегатов.

Efector Octavis – современная стационарная система вибродиагностики насосов, способная определять вибрации методами прямого спектра и огибающей спектра. Система включает контроллер серии VSE и датчики вибрации серий VSA и VSP. В контроллере по заложенным в него алгоритмам происходит обработка сигналов от датчиков, установленных в работающем механизме.
По частотному спектру можно выявить как причину возникновения повышенной вибрации, так и определить характер её возникновения (в механической, гидравлической или электрической части насоса).
Важным фактором является диагностика моментов пуска и останова насосного оборудования, а также других переходных состояний в те моменты, когда скорость вращения и вибрации значительно изменяются. Именно в эти моменты вибродиагностика насоса даёт наиболее точное представление о его состоянии.
Повышенная вибрация насоса напрямую указывает на развитие в нем дефектов, несвоевременное обнаружение которых является одной из главных причин аварийного выхода насоса из строя. Контроль вибрации насосов позволяет избежать аварийных ситуаций, своевременно сигнализируя о необходимости мер по устранению дефектов.
Вибрации насосов могут быть вызваны целым рядом причин:
Контроль вибрации насосов проводят в контрольных точках в соответствии с требованиями ГОСТ ИСО 10816-1-97 – на крышках подшипников в поперечном, вертикальном и осевом направлениях.
Контроль вибрации насосов проводится в частотном диапазоне 10 Гц ÷ 1000 Гц через измерения СКЗ виброскорости (мм/с). Для тихоходных насосов с частотой вращения менее 600 об/мин (10 Гц) проводится дополнительное измерение размаха виброперемещения (мкм), при этом, нижняя граница частотного диапазона должна не превышать 2 Гц.
Для получения истинных значений параметров вибрации насосов важно исключить все факторы, искажающие результаты измерений: влияние магнитных полей и акустического шума, изменение температуры, колебания напряжения питания, неточную ориентацию датчика вибрации и др.
Контроль вибрации насоса проводят при заданном режиме его работы с номинальными значениями частоты вращения ротора, подачи и высоты всасывания. Для многорежимных насосов измерение вибрации рекомендуется проводить для каждого из рабочих режимов и в качестве представительной характеристики вибрации выбирают максимальное из полученных значений.
Оценку текущего вибрационного состояния насоса согласно ГОСТ Р 55265.7-2012 рекомендуется проводить в соответствие с Таблицей 1.
Таблица 1. Границы зон СКЗ виброскорости для насосов мощностью свыше 1 кВт и числом лопастей более двух.
(Здесь Категорию I составляют насосы с повышенными показателями надежности и безопасности, Категорию II – насосы общетехнического назначения).
Для низкоскоростных насосов дополнительно используют Таблицу 2 размаха виброперемещений:
Таблица 2. Границы зон размаха виброперемещений для насосов с частотой вращения менее 600 об/мин.
Самым доступным по цене, простым и надежным прибором контроля вибрации насосов является вибротестер BALTECH VP-3410, способный измерять все три параметра вибрации (виброскорость, виброперемещение, виброускорение) в требуемых частотных диапазонах, хотя для измерения частотного диапазона BALTECH VP-3470.
В некоторых случаях может быть предпочтительней использование виброметра-балансировщика «ПРОТОН-Баланс-II», с помощью которого можно контролировать не только параметры вибрации (виброскорость и виброперемещение), но и провести динамическую балансировку ротора в собственных опорах.
Для обеспечения надежного контроля вибрации насосов и другого динамического оборудования, вы можете воспользоваться услугами Отдела Технического сервиса компании «БАЛТЕХ», специалисты которого проведут на вашем рабочем месте весь комплекс необходимых работ с помощью собственного оборудования.
Также для подготовки собственных специалистов по вибромониторингу и вибродиагностике динамического оборудования, мы рекомендуем направить их на обучающий курс переподготовки кадров и повышения квалификации ТОР-103 «Основы вибродиагностики» в один из Учебных лицензированных центров компании (Санкт-Петербург, Астана или Любек (Германия)).
22 февраля 2020 г. 20:55
В своей практике многое повидал, со многим оборудованием пришлось поработать, но вот с винтовыми насосами не сталкивался. Уж очень они дорогие, в том числе и в обслуживании, а соответственно редки. И вот случилось. Проблема сразу с двумя насосами Н1В 20/5 – 16/5 (N = 5,5 кВт, n = 1440 об/мин).

Насос Н1В 20/5 – 16/5
Начну с их истории. Они никогда не включались, спустя неопределенное время после монтажа помещение с ними было затоплено. Под полуторами метрами воды простояли около года (а может и больше, сия тайна покрыта мраком), пока не пришло время их эксплуатировать. После откачки воды из помещения электродвигатели были просушены, подшипники в них заменены, выполнено опробование на холостом ходу с измерением вибрации (не превышала 1 мм/с). На пуске агрегатов присутствовал мой коллега и помимо сильного шума от насосов зафиксировал вибрацию порядка 17 мм/с. Насосы были остановлены и выведены в ремонт. Ремонтники промыли подшипники, набили смазку, очистили внутренности насоса от грязи. После вывода из ремонта вызвали меня на опробование.
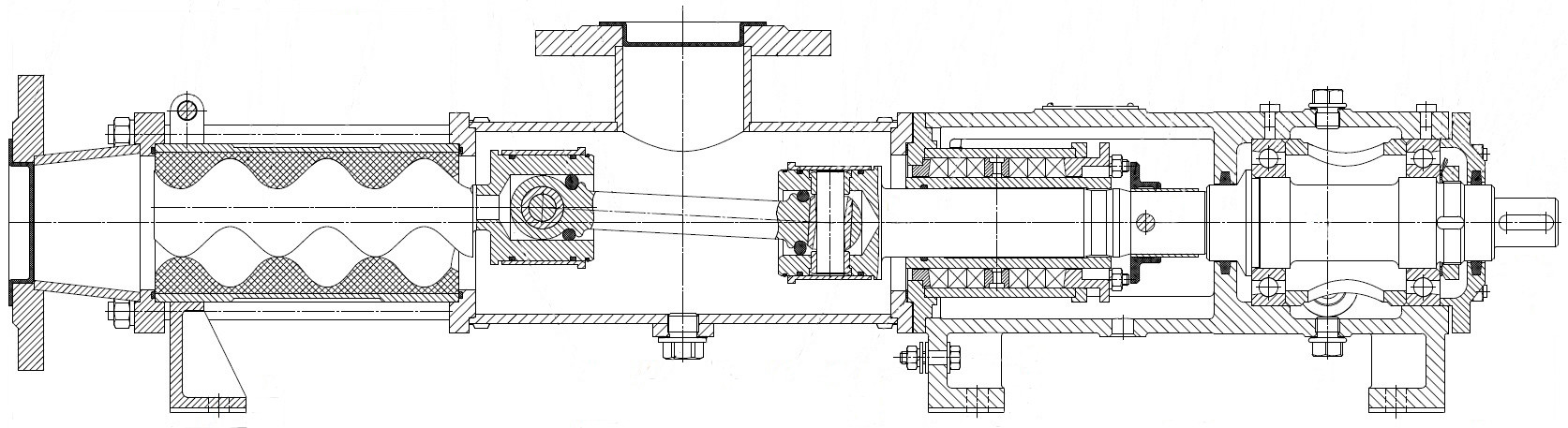
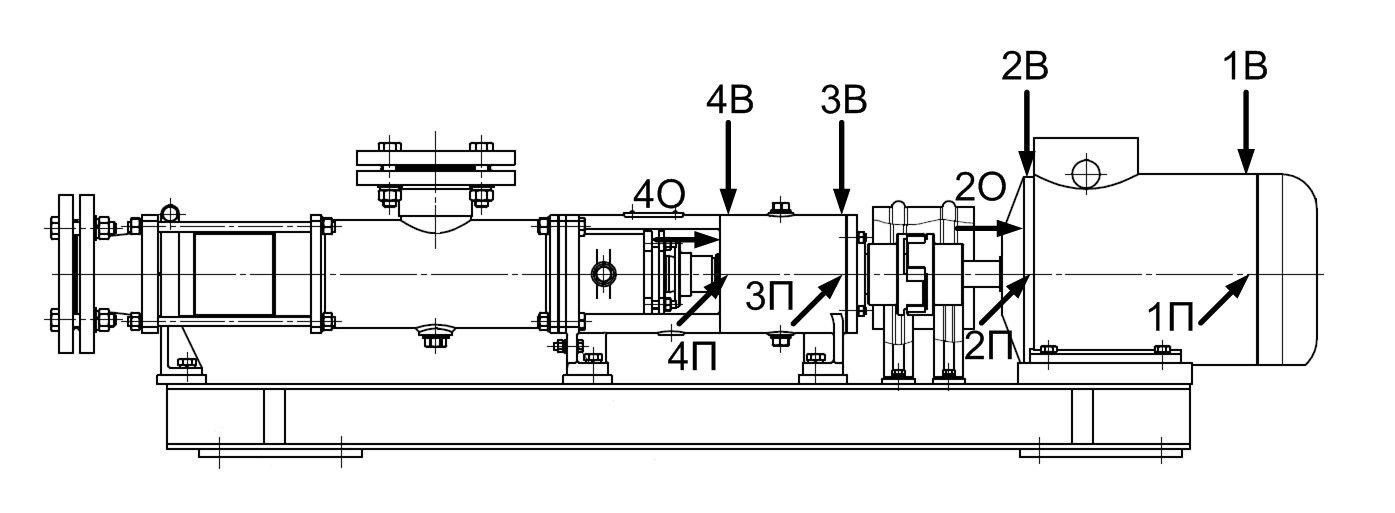
Схема насосного агрегата с указанием точек измерений
Включаем насос №1 и измеряем вибрацию (СКЗ виброскорости в диапазоне 10-1000 Гц, мм/с):
Допуск на вибрацию в соответствии с заводской документацией 2,0 мм/с. Как видим, допуск сильно превышен. Работа агрегата сопровождается сильным шумом от насоса. Дополнительно провожу измерения на корпусе насоса в горизонтально-поперечном направлении и сравниваю результаты для этого направления.
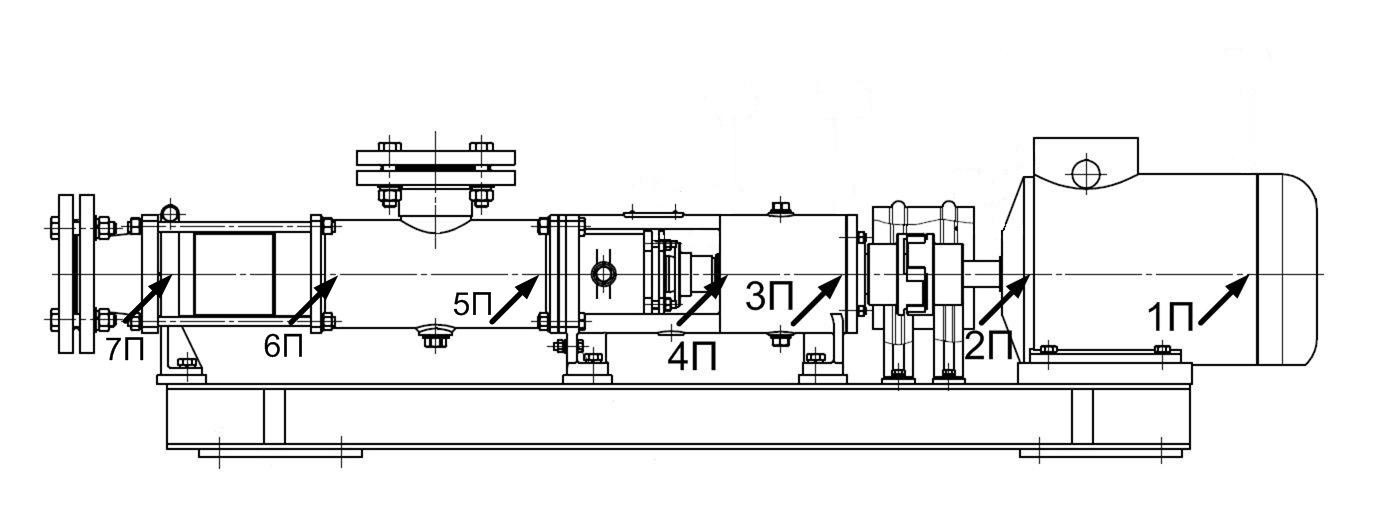
Точки измерения в горизонтально-поперечном направлении
Действительно, источником шума и вибрации является проточная часть насоса. Отмечаем отрицательное давление на манометре всасывающей линии (стрелка чуть ниже “0” – неисправен манометр?). Отключаем насос.
Переходим к включению и измерению вибрации насоса №2 (СКЗ виброскорости в диапазоне 10-1000 Гц, мм/с):
Насос так же работает с шумом, отключаем.
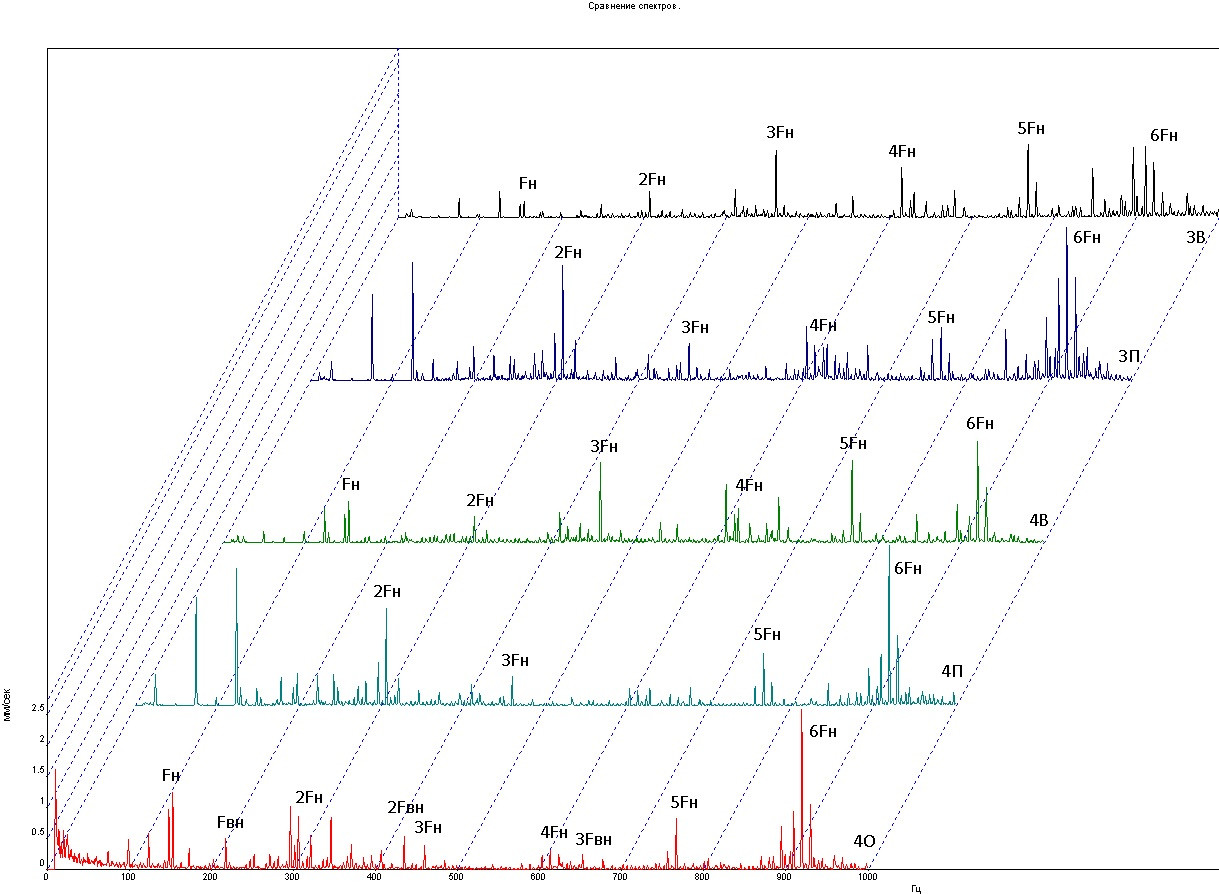
Перейдем к анализу вибрации насоса №1. Если честно, столкнулся с некоторой паникой в голове. Дело в том, что у меня нет привычки давать какие-то заключения от дурака. Работаю по принципу обоснования. Поэтому пришлось уйму времени потратить на изучение винтовых насосов. Как всегда в русскоязычном интернете информации мало, поэтому пришлось пробежаться по иностранным статьям. Забегая вперед, скажу, что почерпнул массу информации, но конкретного ответа на данный случай не нашел. Анализируем спектры виброскорости подшипниковых опор и корпуса насоса в горизонтально-поперечном направлении:
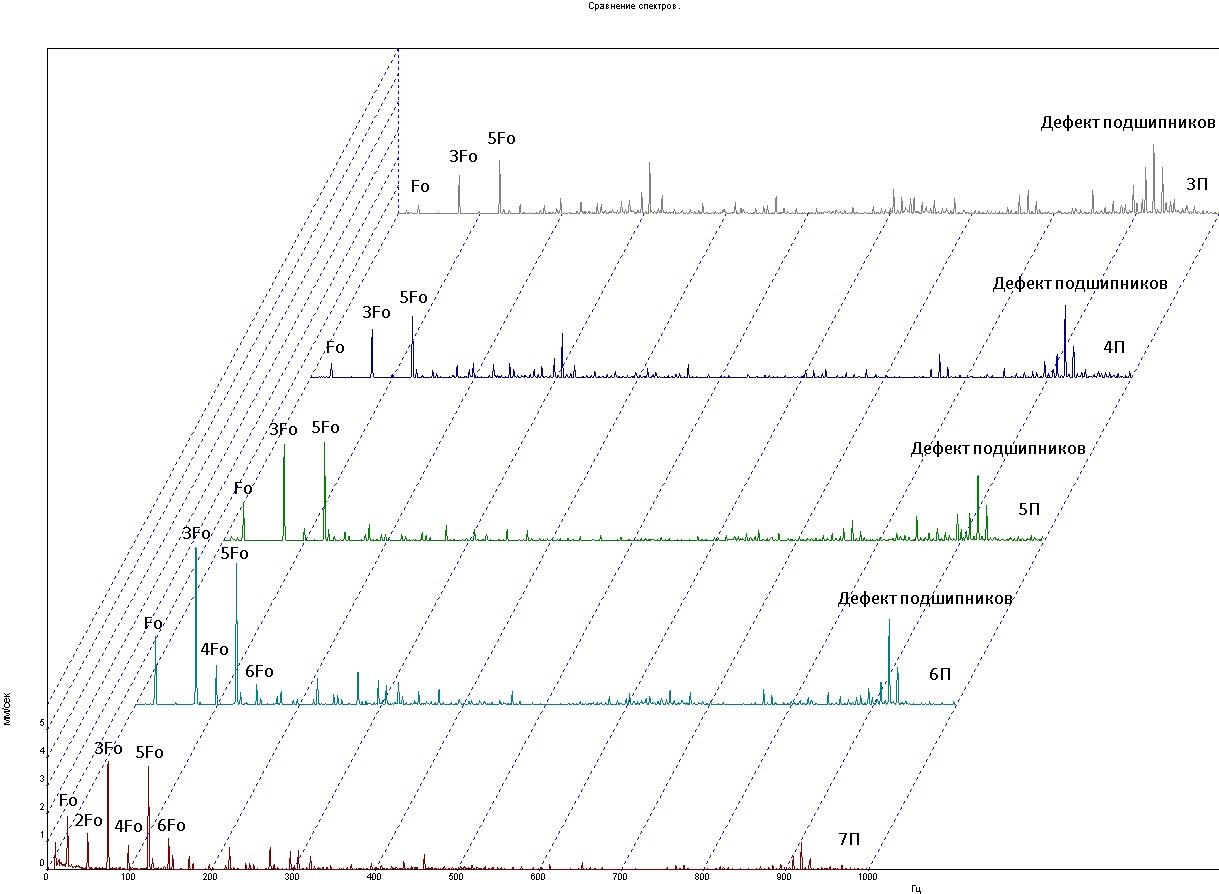
Высокие амплитуды гармоник частоты вращения Fo свидетельствуют о сильном бое винта в корпусе насоса, что, вероятно, вызвано нестабильностью контакта винта с поверхностью обоймы. На мой взгляд такое может быть из-за наличия воздуха между винтом и обоймой, либо из-за сильных повреждений рабочих поверхностей (по словам ремонтников поверхности винта и обоймы идеальны, но у меня нет привычки доверять словам – обжигался, знаю). В протоколе виброобследования отразил следующие возможные причины такого поведения:
– нехватка перекачиваемой среды вследствие перекрытия всасывающего канала;
– завоздушенность насоса;
– доступ воздуха в насос;
– дефекты поверхностей винта и обоймы;
– присутствие крупных посторонних включений в перекачиваемой среде (при отсутствии фильтрующих сеток на всасе).
Для определения дефекта подшипника выполнен расчет частот подшипника 46212 и анализ частот в прямых спектрах виброскорости и спектрах огибающей вибросигнала. При расчете подшипников выяснено, что количество тел качения составляет 15 шт., что свидетельствует об установке в корпусе зарубежного аналога 7212 AC (46212 – 14 тел качения, 46212 Л – 13 тел качения) и определены следующие подшипниковые частоты:
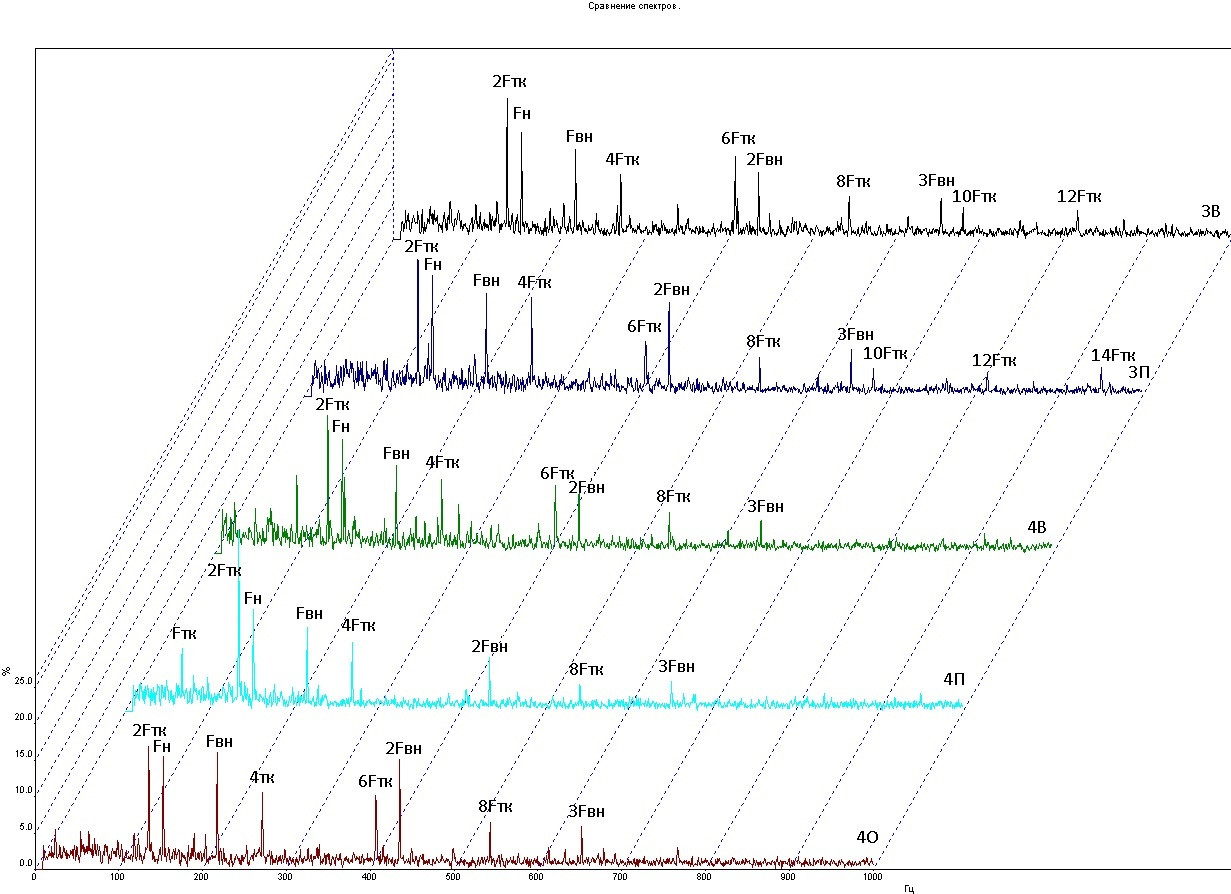
Спектры огибающей в точках измерения подшипниковых опор насоса
Из анализа приведенных спектров можно сделать следующие выводы:
1. Наличие ряда гармоник частоты перекатывания тел качения по наружному кольцу свидетельствует о дефектах на дорожках наружных колец подшипников. В прямом спектре виброскорости заметно наличие боковых составляющих kFн±nFc, где k, n – целые числа. Данный факт характерен для таких дефектов как перекос наружного кольца (с подклиниванием сепаратора), раковины на наружном кольце. Наличие высоких уровней этих составляющих в прямом спектре виброскорости свидетельствует о развитости дефекта.
2. Наличие ряда гармоник частоты перекатывания тел качения по внутреннему кольцу свидетельствует о дефектах на дорожках внутренних колец подшипников.
3. Преобладание четных гармоник частоты вращения тел качения характерно для дефекта – раковины, сколы на телах качения (четность связана с контактом деформированной поверхности тела качения с обеими поверхностями наружного и внутреннего колец).
Скорее всего вода преодолела уплотнения и попала в подшипники, что привело к коррозии его внутренних элементов.
В заключении выдал следующие рекомендации:
– выполнить замену подшипников №3, 4 насоса;
– обеспечить исправность и работоспособность манометров на всасе и напоре насоса;
– проверить отсутствие перекрытия прохода на линии всаса;
– проверить отсутствие воздуха после заполнения насоса;
– при повторении постороннего шума и повышенной вибрации при работе насоса выполнить осмотр его рабочих деталей и узлов.
Спектры вибрации насоса №2 аналогичны, только отсутствуют подшипниковые составляющие. Спектры огибающей практически пустые. Поэтому причины и рекомендации те же что и для насоса №1, но без претензий к подшипникам.
Через несколько дней были разобраны трубопроводы на линиях всаса насосов и обнаружены “приветы” с монтажа:
Пластиковые заглушки с отверстиями по центру – причина всех проблем. Диагноз подтвердился. Относительно подшипников – менять не стали, но будет возможность их повторно задефектовать при опробовании насосов без заглушек.
6 сентября 2020 г. 20:03
Изо дня в день мы привыкли сталкиваться с одними и теми же проблемами на насосах. Порой хватает одного взгляда на спектр вибрации, чтобы идентифицировать проблему и выдать рекомендации по ее устранению. Но иногда диагносту предоставляется случай хорошенько поработать. В данной статье рассмотрим практический случай вибродиагностики вертикальных насосов, проведем целое исследование и идентифицируем непонятную спектральную составляющую.
Имеем три новых вертикальных насоса (назовем их №1, №2 и №3) мощностью 800 кВт с частотой вращения 1500 об/мин. При пусконаладке было обнаружено ухудшение их вибросостояния во время работы под нагрузкой. Задача – определить причину повышенной вибрации и выдать рекомендации по ее устранению. Много раз запускать насосы никто не даст, поэтому был составлен план работ, включающий измерения виброскорости и виброускорения (как насоса, так и напорного трубопровода), временных сигналов (в том числе и на выбеге), фаз вибрации электродвигателей.
Для начала выполним измерения СКЗ виброскорости всех насосов в двух режимах – при недогрузке (давление на напоре в районе 1,0 МПа) и при полной нагрузке (давление на напоре до 0,9 МПа). При этом последовательно выполняем переходы на насосах – один отключаем, другой включаем.
Схема агрегатов с указанием точек измерения
СКЗ виброскорости насосного агрегата №1 при Pн = 1,05 МПа:
СКЗ виброскорости насосного агрегата №1 при Pн = 0,88 МПа:
СКЗ виброскорости насосного агрегата №2 при Pн = 1,01 МПа:
СКЗ виброскорости насосного агрегата №2 при Pн = 0,87 МПа:
СКЗ виброскорости насосного агрегата №3 при Pн = 1,02 МПа:
СКЗ виброскорости насосного агрегата №3 при Pн = 0,87 МПа:
В соответствии с документацией, допуск на электродвигатель (опоры 1 и 2) – 4,5 мм/с. Как видим, при полной нагрузке насоса вибрация электродвигателей превышает требования по вибрации. Особенно выделяется насос №3 с очень высокой вибрацией.
Что можно сказать по общим уровням виброскорости? При нагрузке насосов у нас очень сильно увеличивается вибрация в направлении R2, в направлении R1 остается на приемлемых уровнях. Резонанс.
Взглянем на спектры виброскорости.
Спектр виброскорости электродвигателя насоса №1 в точке 1R2
Спектр виброскорости электродвигателя насоса №2 в точке 1R2
Спектр виброскорости электродвигателя насоса №3 в точке 1R2
Из спектров видим, что при нагрузке насосов основной вклад в вибрацию вносят частоты в районе 19 Гц. Поскольку предполагается наличие резонанса, его надо подтвердить, а заодно узнать справа или слева от 19 Гц находится собственная частота конструкции агрегата. Определить собственную частоту тестом на удар не дали – один из насосов должен всегда оставаться в работе, а у них общий напорный коллектор. Наведенная вибрация по напорному трубопроводу не даст выполнить эту процедуру. Измерение АФЧХ на выбеге тоже невозможно – отсутствуют светоотражающие метки для лазерного тахометра. Поэтому используем запись временного сигнала при отключении насоса. В приборе SPM Leonova Diamond такая функция работает на частоте 2560 выборок в секунду, что более чем достаточно.
Выполняем запись временного сигнала в точке 1R2 для насосов №1 и №3 при их отключениях (для насоса №2 измерения не проводились).
Временной сигнал виброскорости в точке 1R2 при отключении насоса №1
Временной сигнал виброскорости в точке 1R2 при отключении насоса №3
При отключении на выбеге виден резкий скачек вибрации. Резонанс подтвержден. Собственная частота конструкции агрегатов находится ниже оборотной.
Из временного сигнала невозможно определить собственную частоту. Поэтому выгрузим данные временного сигнала для насоса №3 из ПО и в Matlab построим спектрограмму (изменение спектров во времени).
Спектрограмма временного сигнала виброскорости в точке 1R2 при отключении насоса №3
По спектрограмме хорошо видно, что после отключения насоса на выбеге максимальные пики спектральной мощности гармоник оборотной частоты приходятся на область 19 Гц. При этом сама составляющая 19 Гц теряет свою мощность, но не изменяется по частоте вслед за оборотной. Это свидетельствует о том, что явление резонанса проходит и агрегат продолжает вибрировать на своей собственной частоте.
Более интересна спектрограмма временного сигнала на выбеге насоса №1 (переход с насоса №1 на насос №2). Внимательный читатель наверняка обратил внимание на какое-то падение вибрации в начале измерения на выбеге насоса №1. И если временной сигнал не дает нам возможность определить на какой частоте произошло изменение, то спектрограмма нам поможет. Дополнительно по данным давлений определим что происходило в это время.
Спектрограмма временного сигнала виброскорости в точке 1R2 при отключении насоса №3 и данные давления
Перед переходом на насос №2 оператор выполнил разгрузку насоса №1 (начал закрывать напорную задвижку). В этот момент произошло резкое падение вибрации на интересующей нас частоте в области 19 Гц. То есть на вибрацию очень сильно влияет режим работы насоса.
По факту остается два варианта происхождения вынуждающих резонанс колебаний. Это либо вибрация напорных трубопроводов (которая зависит от потока среды), либо вибрация в рабочей камере насоса (гидродинамические явления).
Измерения вибрации трубопроводов я проводил синхронно с измерением вибрации электродвигателя насоса в направлениях R1 и R2. Нас больше интересует направление R2, поэтому сравним спектральные и временные сигналы.
Сравнение вибрации трубопровода и электродвигателя насоса №3 при синхронном измерении
Взаимное влияние отсутствует. Трубы колеблются на других частотах. И более того, нестабильные всплески во временном сигнале напорного трубопровода ни как не влияют на временной сигнал вибрации электродвигателя насоса.
Остается гидродинамика в насосе. Поиск в интернете частотного состава вибрации при различных дефектах позволил идентифицировать дефект. В западной литературе среди частотных признаков, характерных для дефектов насосов был обнаружен искомый – 0,8хRPM. Срыв потока (impeller stall, rotating stall pulsation) характеризуется плохим заходом потока на лопасть рабочего колеса, из-за чего вместо плавного обтекания лопасти поток завихряется и стремится к соседней лопасти немного блокируя межлопастной канал. Под действием центробежных сил вихрь попадает в зазор между рабочим колесом и корпусом, из-за чего создается вращающееся пульсирующее поле. Само существование срыва потока и частота его колебаний зависит от угла атаки лопасти, ее длины, скорости потока, межлопастного расстояния и частоты вращения ротора. Четкой формулы расчета, как я понял, не существует, есть лишь эмперические зависимости полученные экспериментально.
Картинка описывающая процесс в одном из исследований
Теперь перейдем к сопоставлению вибрационных признаков данного дефекта и наших данных. Как ранее было сказано, основным признаком срыва потока (вращающегося срыва) является составляющая 0,8xRPM. На самом деле не всегда, разные исследования рапортуют о разных данных. Наиболее часто выделяют диапазон от 0,6 до 0,9 частоты вращения рабочего колеса.
Зависимость частоты колебаний от скорости вращения ротора
Возьмем нашу оборотную 24,77 Гц и умножив на 0,77 получим 19,07 Гц. Совпадение? Возможно. Двигаемся дальше. В большинстве исследований обнаружено несколько гармоник оборотной частоты с боковыми плюс/минус низкочастотная составляющая, которая по всей видимости и модулирует гармоники оборотной.
Спектр при пульсации вращающегося срыва
Сравним со спектром на насосе №3, так же приведенному к логарифмическому масштабу.
Спектр виброскорости точки 1R2 насоса №3 в логарифмическом масштабе
Полная идентичность. Такая проблема должна приводить к нестабильности положения ротора от оборота к обороту.
Дополнительные признаки срыва потока (TYPE 2, d)
Сравним с круглограммой временного сигнала в точке 1R2 насоса №3.
Круглограмма построенная по временному сигналу в точке 1R2 насоса №3. Хаотическое движение за 5 оборотов ротора
При нагрузке насоса и высокой вибрации на электродвигателе фазу вибрации определить было невозможно, так как она хаотически изменялась от измерения к измерению, что так же свидетельствует о хаотическом обкатывании ротора в подшипниках.
Причина вынуждающих резонанс колебаний установлена. Поскольку нет возможности устранить срыв потока при полной нагрузке насоса, необходимо отстроить собственные частоты конструкции агрегатов от 19 Гц, о чем и было указано в протоколе виброконтроля насосов.
Дополнительно технологам необходимо обратить внимание на режим при полной нагрузке насоса. Судя по паспортной характеристике при давлении до 0,9 МПа режим работы насосов вываливается за границы рабочего диапазона и похоже на то что агрегаты перегружены. Этими мысли были так же доведены до представителя цеха-владельца оборудования.
Обновление:
Технологи цеха-владельца насосов признали ошибку – насосы были перегружены. Будут проведены корректирующие мероприятия по недопущению возможности работы насосов вне рабочего диапазона.
Вас может заинтересовать
16 ак. ч.
20 ак. ч.
40 ак. ч.
Подробно расскажем о сроках и стоимости услуг
Типовые дефекты насосного оборудования
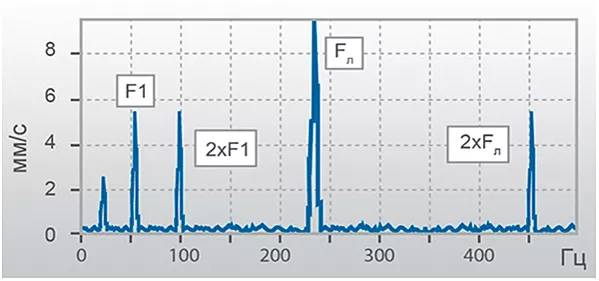
Пиковые значения вибраций, влияющие на работоспособность агрегата, возникают на определённых частотах, которые соответствуют типу дефекта. Так, например, дисбаланс ротора с рабочим колесом или его динамическая неуравновешенность проявляются на частоте вращения ротора fвр. Лопастная составляющая вибрации, т.е. вибрация, возникающая при взаимодействии лопастей рабочего колеса с неоднородным воздушным потоком, проявляются на частоте fл=N*fвр, где N – число лопаток.
В подшипниках из-за дисбаланса ротора могут возникать автоколебания на частоте, равной половине частоты вращения или меньше fл ≤0,5*fвр. В таком случае на частоте автоколебаний ротора возникают гармонические вибрации.
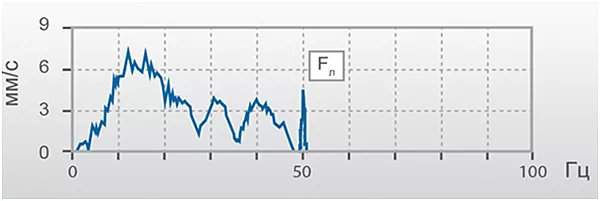
Турбулентные пульсации – это ещё одна причина возникновения вибрации. Пульсации возникают в результате обтекания лопаток потоком и создают вибрации оборудования. Турбулентные пульсации проявляются на частоте от 1 до 40 Гц (спектр с блуждающими пиками).
Значительную величину вибрации вносит кавитация. Из-за схлопывания пузырьков воздуха на лопатках рабочего колеса возникают случайные вибрации, которые снижают ресурс насоса. Амплитуда данной составляющей случайной вибрации модулируется частотой вращения рабочего колеса, лопастной частотой или частотой автоколебаний ротора.
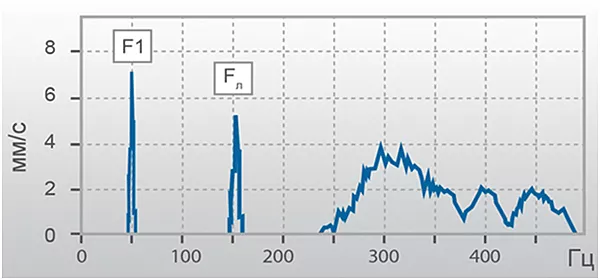
где F1-частота вращения ротора; Fл-лопаточная частота
Система вибродиагностики Efector Octavis способна выявлять большое количество различных дефектов насосов, таких как:
Применение вибродиагностики насосов позволяет проводить обслуживание и ремонт оборудования по фактическому состоянию, увеличивая межремонтный срок эксплуатации и предотвращая внезапные поломки.
Заказать консультацию инженера






