
Основным недостатком большинства вентиляционных систем является нарушение регулировки минимального расхода наружного воздуха.
Датчики, показывающие точную концентрацию углекислого газа в помещении, позволяют управлять производительностью вентиляции, тем самым создавая свежий здоровый микроклимат и комфортные условия для людей.
Благодаря отдельным преимуществам, лазерные станки СО2 продолжают пользоваться спросом на рынке России и других стран.
Несмотря на большую мощность, в сравнении с волоконными аналогами, КПД таких установок не превышает 20%. В качестве рабочей среды в старых моделях использовался дорогостоящий гелий. Сегодня его заменил углекислый газ, аргон, азот, смеси газов, включающие гелий, ксенон, водород.
Оптические детекторы для непрерывного или периодического контроля углекислого газа в воздухе применяются в:
Датчик СО2 представляет собой прибор, предназначенный для мониторинга окружающего воздуха и определения концентрации содержащейся в нем двуокиси углерода.
Принцип работы данного сенсорного устройства основан на изменении интенсивности инфракрасного излучения до и после поглощения углекислого газа в диапазоне 1-15 мкм. При помощи СО2-метра измеряется количество света, прошедшего через светофильтр и поглощенного углекислотой.
После сравнения с показателями потока светового излучения, прошедшего мимо оптического устройства, прибор определяет разницу и выдает показатель концентрации углекислого газа.
Недисперсионный инфракрасный метод детектирования отличается высокой стабильностью, хорошей избирательностью и не зависит от содержания находящегося в воздухе кислорода.
При проникновении воды в корпус датчика он может выйти из строя. Следует отметить, что подобное повреждение не покрывается гарантией. Однако, в связи с тем, что корпус устройства достаточно герметичен, чаще всего намокают только окончания проводов.
Это может повлечь за собой коррозию или ослабление крепления клеммных соединений. Для решения подобной проблемы необходимо обеспечить долгосрочную коррозионную защиту и заблокировать неиспользуемые порты.
Такая неисправность, как сбой нуля датчика, устраняется повторной калибровкой, которая должна проводиться в соответствии с прилагаемой инструкцией.
Если на дисплее не отражаются показатели, это может сигнализировать об избытке солнечного света или отсутствии отклика трансмиттера. В первом случае, для уменьшения отблеска, необходимо установить защитный щиток, а во втором – проверить подачу напряжения на клеммы, а также убедиться, что нет сбоя в ITM, и на кабеле отсутствует влага, приводящая к коррозии его металлических частей.
Современный рынок измерительных приборов предлагает вниманию потребителя датчики, отслеживающие концентрацию углекислого газа, в зависимости от питания, подразделяющиеся на:
Для определения уровня СО2 в воздуховодах используются канальные датчики, а для измерения количества газа в жилых и офисных помещениях – комнатные.
«Старшие», более унифицированные модели, в зависимости от концентрации угольного ангидрида, могут управлять вентиляционной системой, т. е регулировать расход приточного воздуха, а также производить калибровку на открытом пространстве.
Большинство современных СО2-метров одновременно с определением концентрации углекислоты позволяют контролировать температуру и влажность воздуха благодаря встроенным датчикам и сообщать о возникновении задымлений.
Датчики СО2 предназначены для измерения концентрации и контроля граничных значений углекислого газа в диапазоне от 0 до 100%. Данные устройства применяются в системах охранных сигнализаций, автоматических системах вентиляции, контролирующих качество воздуха, для определения содержания углекислоты в воздушном потоке, а также уровня газа в помещении и на свежем воздухе.
В норме концентрация СО2 должна находиться в пределах 0,04%. Разумеется, такое его количество постоянно поддерживать в помещении практически невозможно.
При этом даже незначительное увеличение концентрации углекислого газа может пагубно отразиться не только на работоспособности, но и на общем состоянии человека, приводя к негативным изменениям в составе крови, снижению рН, ацидозу, увеличению концентрации бикабоната и кислородному голоданию.
Благодаря датчику, определяющему процентное содержание углекислоты в окружающем воздухе, можно своевременно предотвратить развитие этих негативных последствий и быстро нормализовать нарушенный газообмен.
В мире современных технологий лазеры стали незаменимыми инструментами. Среди множества доступных лазерных устройств одними из самых универсальных и широко используемых являются . Они эффективны для множества отраслей промышленности и различных видов работ. Применяются для резки, гравировки, маркировки и медицинских процедур. В этой статье мы ознакомимся с данным видом лазерного оборудования, рассмотрим его принцип работы и критерии выбора CO2 аппаратов.
Основное различие между углекислотным (CO2) и газовым лазером заключается в типе газа, используемого в качестве активной среды. В CO2-лазере используется смесь углекислого газа, азота и гелия, а газовый лазер – это более широкий термин, который охватывает лазеры, использующие другие типы газов, такие как аргон, гелий-неон и эксимерный газ.
CO2-лазер, как следует из названия, использует в качестве основного компонента газ диоксид углерода. Он испускает лазерный луч с длиной волны около 10,6 микрометра, что делает его подходящим для резки и гравировки различных материалов.
Датчики углекислого газа, являющиеся одним из основных критериев эффективности вентиляционных систем, в зависимости от комплектации, могут устанавливаться в обслуживаемой зоне (на высоте 1-2 метра над уровнем пола), или в сборном вытяжном воздуховоде. Через прибор должно проходить достаточное количество воздуха.
Чтобы предотвратить газообмен между воздухом, содержащимся в воздуховоде, корпус анализатора должен быть тщательно заизолирован. В помещениях с большим количеством людей, постоянно выдыхающих углекислый газ, устройство должно крепиться не менее чем в метре от живых объектов.
Датчики размещают на доступной высоте, в хорошо освещенном месте.
Это позволяет без труда снимать показатели, проверять их достоверность и производить повторную калибровку.
При определении концентрации оксида углерода на свежем воздухе прибор выносится на улицу, после чего осуществляется продувка в соответствии с инструкцией производителя устройства.
Допустимые условия окружающей среды:
Практически все сенсоры, работающие по принципу инфракрасной спектроскопии, очень чувствительны к пыли и внешним механическим воздействиям (ударам). Это следует знать и учитывать при размещении и эксплуатации датчиков.
При невозможности установить прибор в месте, защищенном от воздействия сильного ветра, прямого попадания пара, вибрации, скопления пыли и атмосферных осадков, перед датчиком устанавливается специальный грязевой щиток.
Перед снятием детектора СО2 его следует предварительно отключать от источника электропитания.
При проведении технического обслуживания, во избежание скопления статического заряда на пластиковых поверхностях, щитке или переходнике, необходимо избегать контакта материалов друг с другом, а также, по возможности, заземлить все доступные металлические части электрооборудования.
На все без исключения модели датчиков распространяется гарантия. Однако устройство может быть снято с гарантийного обслуживания при несоблюдении потребителем требований компании-производителя, использованию прибора не по назначению, а также при наличии следов постороннего вмешательства, попадании внутрь корпуса инородных предметов и жидкостей, а также при внесении изменений в конструкцию.
- Почему ухудшается качество стеклянной трубки СО2-лазера?
- Возможна ли заправка лазерной трубки CO2?
- Недостатки CO2-лазера
- Лазерная CO2 резка
- Как выбрать лазерный станок
- Обслуживание оптического тракта
- Гравировка и резка с низкой удельной стоимостью ватта излучения
- Изготовление комплектующих и сервисное обслуживание
- Принцип действия лазерной трубки
- Достоинства и недостатки
- Как продлить срок службы лазерной трубки
- Правильная мощность лазера
- Установка миллиамперметра
- Дата изготовления
- Материалы, пригодные для лазерной резки CO2
- Производители и модели датчиков СО2
- AZ Instrument Corp
- S+S Regeltechnik
- Принцип работы углекислотного лазера
- С какими материалами работает CO2 лазер?
Почему ухудшается качество стеклянной трубки СО2-лазера?
стеклянные лазерные трубки CO2 изнашиваются со временем, их срок службы варьируется от 3 месяцев до 3 лет. Изнутри трубка распадается на монооксид углерода и кислород. Если вы перегружаете трубку, это только ускоряет этот процесс и сокращает срок службы.
За розжиг трубки отвечает высоковольтный блок питания. Поэтому, если хотите, чтобы лазерная трубка служила максимально долго, следует подобрать к ней в пару такой блок питания, который будет работать строго в рамках рекомендуемых для лазерной трубки значений
По мере износа трубки выходная мощность постепенно снижается, что вынуждает либо увеличивать мощность, либо снижать скорость резки. В результате трубка работает интенсивнее и больше. Некоторые трубки содержат катализатор, который рекомбинирует окись углерода и кислород, восполняя утраченный CO2, но часть свободного кислорода может скапливаться на катоде (низковольтном конце трубки), придавая ему желтый оттенок. Именно так производители могут определить была ли трубка перегружена.

Рис. 4. Устройство стеклянной Co2 трубки
Срок службы излучателя напрямую зависит от того, как долго хранилась лазерная трубка. Даже при правильном способе хранения лазерная трубка теряет 5% своей мощности в год. Однако прогрессия потери мощности увеличивается с каждым годом хранения. Это происходит потому, что атомы гелия, содержащиеся в газовой смеси, меньше размера кристаллической решетки стекла, из которого сделана лазерная трубка. Следовательно, с течением времени гелий просто выходит из лазерной трубки, а газовая смесь разлагается естественным образом. Тем не менее, утечка газовой смеси также возможна через клеевое соединение наконечника излучателя и выходного зеркала.
Таким образом, нет смысла покупать новую лазерную трубку, если имеющаяся в вашем станке находится в рабочем состоянии.
Недисперсионные газоанализаторы, применяющиеся для определения концентрации углекислого газа в воздухе, комплектуются светофильтрами или специальными приемниками, использующими немонохроматическое излучение.
Помимо светового фильтра, устройства оснащаются рабочей камерой. Подающийся в ней воздух далее попадает в специальный приемник. В качестве источника излучения может выступать светодиод, нагретая спираль или инфракрасный лазер.
В зависимости от уровня концентрации углекислый газ поглощает часть световых лучей, пропорционально изменяя регистрируемый сигнал. При использовании источника немонохроматического излучения для получения достоверного результата применяется селективный приемник.
Помимо селективных приемников в инфракрасных датчиках СО2 могут использоваться термобатареи, болометры или полупроводниковые элементы. В данной ситуации приборы оснащаются газовыми или интерференционными фильтрами.
Также некоторые производители анализаторов газа при изготовлении приборов применяют сборный фильтр, содержащий I и II полосовые фильтра. Первый пропускает установленную инфракрасную полосу, а второй – нет. Позади фильтровального элемента располагается сборный детектор и связанное с ним вычислительное устройство, формирующее рассогласование сигналов.
В качестве материала, использующегося для изготовления датчика, применяют стандартный поликарбонат или акрилнитрил-бутадиен-стирол. Эти легкие, и в то же время невероятно прочные пластические сплавы легко поддаются обработке, обладают отличными изоляционными свойствами и высокой стойкостью к химическому воздействию.
Газоанализаторы, предназначенные для применения под открытым небом, изготавливаются из поликарбоната РС. В то же время приборы из АВС с более низкой ударопрочностью и диапазоном рабочих температур применяются только внутри помещений.
Действие датчиков СО2 основано на способности данных устройств избирательно поглощать газ, молекулы которого состоят из двух разных атомов. Дисперсионные анализаторы предусматривают использование одноволнового излучения, полученного при помощи монохроматографа.
Что же касается недисперсионных устройств, то в их работе применяется немонохроматическое излучение, последовательно проходящее через светофильтр и рабочую камеру, содержащую анализируемую смесь (в данном случае воздух). Присутствующий в нем углекислый газ поглощает часть излучения (какую – зависит от концентрации). Как следствие, происходит пропорциональное изменение регистрируемого сигнала.
Возможна ли заправка лазерной трубки CO2?
Когда срок службы лазерной трубки подходит к концу и она больше не срабатывает, операторы оборудования спрашивают – можно ли просто перезаправить лазерную трубку новым газом?
Трубка не дозаправляется ни одним производителем. Каждая лазерная трубка собрана и запечатана на заводе и не подлежит ремонту.
Недостатки CO2-лазера
Ограниченное поглощение материалами: CO2-лазеры подходят для материалов, которые могут поглощать 10,6-микрометровую длину волны лазерного луча. Такие материалы, как отражающие металлы, прозрачные пластмассы и некоторые виды керамики, имеют ограниченные возможности поглощения, что может осложнить или сделать невозможным лазерную обработку данных материалов.
Высокое энергопотребление: СО2-лазеры в зависимости от их мощности и других факторов могут использовать значительного количества электрической энергии для работы. Энергопотребление может привести к увеличению расходов на электроэнергию, особенно в промышленных условиях, где лазеры используются на протяжении всего дня.
Размер оборудования: Лазеры могут сильно отличаться по размеру, например бывают очень компактными и портативными, занимая небольшое пространство в мастерской, но есть и большие устройства, которые могут вызывать трудности при эксплуатации. Для их установки может потребоваться специальное рабочее пространство и надлежащие системы вентиляции. Также для обслуживания и ремонта CO2-лазеров необходимы специальные знания и технический опыт.
Ограниченная глубина реза: Глубина реза CO2-лазера ограничена, так как при резке более толстых предметов энергия лазерного луча может рассеиваться, не успевая полностью проникнуть в материал, это может привести к плохому разрезанию или необходимости нескольких проходов.
Меры предосторожности: При неправильной эксплуатации станка могут возникнуть проблемы с безопасностью для работников и самого прибора. CO2-лазеры испускают невидимый инфракрасный лазерный луч, который необходимо контролировать. На предприятии должны обязательно соблюдаться все меры предосторожности, персонал и операторы станков должны быть обучены и проинструктированы. Для защиты глаз необходимо использовать защитные очки, специальную одежду и своевременно настраивать станок.

Рис. 3. Оплавленность лазерной трубки в результате некачественно закрепленного контактного провода
Лазерная CO2 резка
Лазерная резка CO2 – это метод точной резки различных материалов. В нем используется мощный лазерный луч, генерируемый газовым лазером на диоксиде углерода (CO2), для испарения или расплавления материала.
Лазерный луч быстро нагревает поверхность материала, вызывая его испарение или плавление. Сфокусированный луч и система управления ЧПУ обеспечивают точное перемещение и позиционирование, позволяя создавать сложные конструкции и формы с высокой точностью. Этот процесс универсален и подходит для широкого спектра материалов, включая металлы, неметаллы и органические материалы. В результате получаются чистые срезы с минимальными искажениями или заусенцами, что снижает необходимость вторичной обработки. Лазерный CO2 резак отличается своей эффективностью, производительностью и способностью выполнять сложные задачи в различных отраслях промышленности.

Рис. 6. Лазерная резка фанеры Co2 лазером
Как выбрать лазерный станок
Применение и совместимость материалов: Определите основное назначение лазерного станка и материалы, с которыми собираетесь работать. Различные типы лазеров могут иметь преимущества в конкретных областях применения, например, волоконные лазеры для резки металла или CO2-лазеры для органических материалов и неметаллических подложек.
Требования к мощности и скорости: Более мощные лазеры могут эффективнее резать толстые материалы, а более высокая скорость обработки повышает производительность. Учитывайте баланс между мощностью, скоростью и точностью для эффективный работы.
Ограничения рабочего пространства и размеров: Заранее продумайте, где будет располагаться аппарат и какие максимально допустимые размеры для вас подходят. Узнайте физические размеры и площадь основания станка, чтобы убедиться, что он может быть размещен на вашем предприятии без помех для работы или угрозы безопасности.
Бюджет и расходы
Определите свой бюджет на приобретение и обслуживание лазерного станка. Учитывайте не только первоначальную стоимость покупки, но и такие факторы, как текущее обслуживание, расходные материалы и потребление электроэнергии.
Баланс между экономической эффективностью, а также производительностью и качеством имеет решающее значение.
Поддержка и обучение
Оцените уровень технической поддержки, обучения и послепродажного обслуживания, предоставляемого производителем или поставщиком. Правильное обучение и поддержка помогут оптимизировать работу оборудования, устранить неполадки и обеспечить плавную интеграцию лазерного станка в рабочий процесс.
Обратите внимание на функции безопасности, встроенные в лазерный станок. Ключевые элементы безопасности, такие как блокировки, кнопки аварийной остановки и защитные кожухи.
Возможности фокусировки лазера определяют уровень детализации и точность резки и Необходим аппарат, который позволяет регулировать фокус лазера для работы с материалами различной толщины и достижения требуемого уровня точности.

Рис. 4. Царапина в нижней части стеклянной колбы, послужившая причиной утечки газов
Рис. 3. Мощность лазерной трубки
Обслуживание оптического тракта
Важно содержать в чистоте зеркала, а также линзы. На идеально выровненном и чистом оптическом пути нередко теряется от 10 до 12% мощности, загрязненная оптика значительно увеличивает этот показатель. Вы должны проверять и чистить зеркала еженедельно, а линзы – ежедневно. Работа станка с грязной оптикой означает, что вам придется либо увеличить мощность, либо уменьшить скорость для поддержания реза. Для очистки используйте баллоны сжатого воздуха и специальные чистящие палочки с безворсовым аппликатором.
Толстый слой пыли, осевшей на трубке в результате продолжительной резки фанеры, может привести к появлению статического электричества и пробою высоковольтного разряда. Необходимо периодически очищать поверхность трубки
Система охлаждения лазера
Лучше использовать полностью закрытый охладитель или охлаждающее устройство. Это устройство должно не только подавать сигнал тревоги при возникновении проблемы, но и останавливать работу лазера без достаточного охлаждения. Лазерная трубка должна работать при температуре от 15°C до 25°C. При повышении температуры эффективность трубки снижается, что приводит к снижению выходной мощности. Чиллер охлаждает воду, которая поступает в контур охлаждения лазерной трубки. Тем самым в процессе работы охлаждается газовая смесь.
Гравировка и резка с низкой удельной стоимостью ватта излучения
Принцип работы СО2 лазера заключается в генерировании лазерного луча, выходящего из закрепленной в одном положении трубки с газами (чем больше мощность, тем она шире и длиннее). Излучение после трубки поворачивается системой зеркал в плоскостях XY и попадает в рабочую зону через каретку с фокусирующей головкой.
Из-за высокого нагрева трубки с газом предусмотрена система жидкостного охлаждения. Питание системы обеспечивает высоковольтный блок. В бюджетных лазерах каретка постоянно перемещается по горизонтальным рельсовым направляющим с помощью ременной передачи.
Ввиду большой мощности СО2 лазер нашел широкое применение в резке плавлением и сварке толстых материалов, полимеров, стеклопластика, древесины, фанеры, бумаги, стекла, тканей. При его работе образуется меньше микроскопических частиц сварочного грата.
Изготовление комплектующих и сервисное обслуживание
Компания “ЛинзЛазер” предлагает полный спектр услуг, начиная с помощи в выборе и продажи того или иного лазерного станка СО2, его доставки, установки, пуско-наладки и заканчивая последующим обслуживанием производственной линии, изготовлением и поставками профессиональной оптики, расходников, выполнением ремонтных работ.
Собственное высокоточное автоматизированное производство и талантливые опытные кадры позволяют проводить привлекательную ценовую политику. Наши клиенты могут заказать изготовление уникальных запчастей, купить готовые типовые зеркала или фокусирующие головки, значительно сэкономив свое время и бюджет.
Принцип действия лазерной трубки
Лазерная трубка – это основной элемент гравера, в нем происходит индуцирование лазерного луча. Лазерные CO2-установки производят лазерный луч в герметичной стеклянной трубке, которая заполнена газом. Высокое напряжение проходит через трубку и вступает в реакцию с частицами газа, увеличивая их энергию, в результате чего образуется свет. Продуктом такого сильного света является тепло, которое может испарять материалы, температура плавления которых составляет сотни °C. При помощи линзы осуществляется фокусирование луча и выход его из сопла.
лазерной Co2 трубе основное рабочее вещество состоит из трех газов: углекислый газ, азот и гелий. Среди них Co2 является газом, генерирующим лазерное излучение, азот и гелий – вспомогательные газы.
Каждый из газов в смеси выполняет свою роль:
Когда электрический ток проходит через трубку, молекулы азота возбуждаются (их энергия увеличивается), заставляя их “вибрировать”. Вибрация азота, в свою очередь, возбуждает молекулы CO2, которые увеличивают свою энергию, но это только временно, потому что они имеют естественную тенденцию возвращаться в свое нормальное состояние. В процессе этого высвобождаются фотоны. Эти фотоны отражаются от двух зеркал в конце трубки, собирая по пути другие фотоны и образуя лазерный луч. Одно из зеркал (то, которое находится на конце катода) отражает только частично. Когда луч полностью сформируется и станет достаточно мощным, он пройдет через это частично отражающее зеркало и попадет на внешние зеркала, линзы и, наконец, на сам материал.
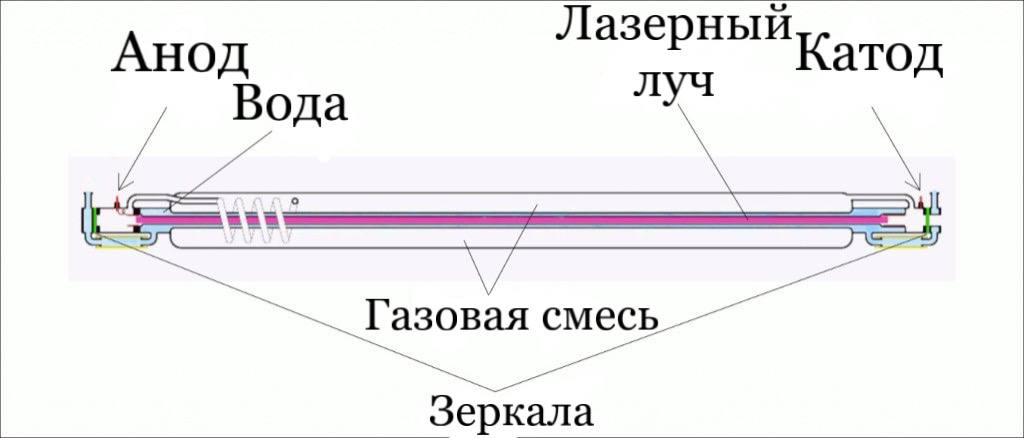
Рис. 1. Схема стеклянной лазерной трубки CO2
Достоинства и недостатки
Среди производителей оптических детекторов углекислого газа одним из самых известных считается шведская компания SenseAir. Доведя технологию гаджетов до совершенства, она сделала их максимально точными, стабильными и надежными.
Современные датчики SenseAir, работающие по методу NDIR (недисперсионной ИК-спектрометрии), в сравнении с моделями других производителей, показывают не только уровень СО2 в ppm, но и точное оценочное состояние углекислого газа, время, дату, температуру и влажность воздуха.
Также немаловажным фактором является современный дизайн, компактность и малогабаритный вес изделия, позволяющий его использовать поочередно в нескольких помещениях, тем самым обеспечивая более точный контроль.
Практически все без исключения модели датчиков углекислого газа считаются достойной альтернативой каталитическим девайсам. Они обладают высокой чувствительностью, хорошими стабилизационными характеристиками и большим сроком эксплуатации, неприхотливы в обслуживании, не требуют сложных манипуляций в настройках, и всегда позволяют сориентироваться, стоит ли дать доступ свежему воздуху для создания более здорового микроклимата.
Как продлить срок службы лазерной трубки
Стеклянная лазерная трубка CO2, используемая во многих станках для лазерной резки и гравировки, относится к категории расходных материалов, но существует ряд способов продлить срок ее службы. При небольшом планировании, подготовке и профилактическом обслуживании вы можете значительно продлить срок службы трубки. Эти советы помогут вам приобрести качественную трубку и поддерживать ее в отличном состоянии долгое время.

Рис. 2. Лазерная CO2 трубка
Правильная мощность лазера
Убедитесь, что указанная мощность действительно отражает мощность трубки, которую вы ожидаете получить, информацию о конкретной трубке можно найти на сайтах производителей.
Установка миллиамперметра
Если ваш лазерный станок не оснащен миллиамперметром, настоятельно рекомендуется установить его самостоятельно. Вы должны убедиться, что не превышаете рекомендованный производителем максимальный рабочий ток (мА), так как это приведет к преждевременному износу трубки и сокращению ее срока службы.
Дата изготовления
На главной этикетке каждой трубки указана дата изготовления. В идеале она должна быть как можно ближе к текущей дате, но нередко бывает, что она может составлять до двух месяцев. Это важно, поскольку гарантия производителя начинается с даты изготовления, а не с даты поставки.
Материалы, пригодные для лазерной резки CO2
CO2-лазеры обладают многочисленными преимуществами, которые способствуют их широкому распространению в различных отраслях промышленности. Вот некоторые ключевые преимущества:
Универсальность: CO2-лазеры могут эффективно работать с различными материалами и проводить различные операции с ними, например, металлы, и органические вещества. Управляющие программы, построенные на базе обычных графических эскизов, дают возможность создавать сложные программы. А возможности лазерного станка (даже базовые модели имеют три степени свободы движения «инструмента»-лазера) позволяют превращать заготовку в изделие, на 100% соответствующее своей виртуальной модели.
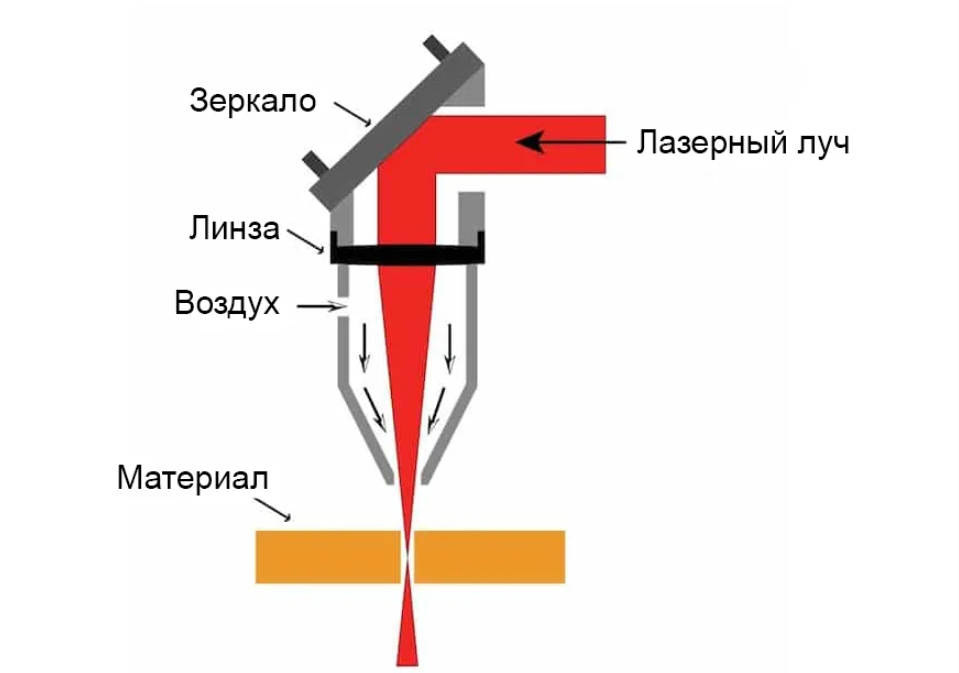
Рис. 1. Схема прохождения лазерного луча
Точность: Сфокусированный луч CO2-лазера обеспечивает точные результаты резки с минимальным воздействием термического воздействия и без брака.
Скорость и эффективность: CO2-лазеры быстро обрабатывают различные материалы, увеличивая производительность и улучшая технические характеристики полученных материалов.
Бесконтактная резка: Лазерная резка CO2 – это бесконтактный процесс, исключающий необходимость физического контакта с материалом. Это снижает риск деформации материала и позволяет выполнять резку деликатных или чувствительных материалов.
Экономичность: CO2-лазеры очень экономичны благодаря своей производительности, минимальным количеством отходов материала и низким требованиям к обслуживанию.
.jpg?1687776610435)
Рис. 2. Устройство CO2 лазера
Срок службы лазерной трубки в значительной степени зависит от того, на каком проценте полной мощности она используется.
Чем больше мощность, тем быстрее расходуется CO2 и тем быстрее истощается трубка. Потеря CO2 со временем приводит к снижению выходной мощности лазера, что наиболее заметно при резке толстых материалов и при более высоких значениях % мощности. Чтобы получить максимальный срок службы трубки, используйте низкий уровень мощности, необходимый для выполнения работы. По возможности поддерживайте мощность лазерного гравера ниже 60%.
Лазерная трубка относится к расходным материалам, поскольку быстро вырабатывает свой ресурс. В среднем ее срок службы составляет около 2 000 часов.
То, как вы используете лазерную трубку, может повлиять на ее долговечность. Если вы в основном режете толстые материалы, потерю мощности будет происходить быстрее, так как трубка работает на токе, близком к максимально рекомендуемому. Единственный способ обойти это – снизить скорость резки. Если вы занимаетесь только , то вы можете потерять 50% мощности трубки, прежде чем это начнет влиять на качество производства.
Работа трубки при слишком высоком % выходной мощности может привести к перегрузке трубки. Это процесс, при котором газы в лазерной трубке разрушаются, снижая максимальную выходную мощность трубки. Пожелтение катода может быть индикатором того, что трубка была перегружена.
Беспрерывный розжиг лазерной трубки в несколько смен подряд негативно сказывается на электродах, на нагреве зеркал трубки, а также на газовой смеси.
Производители и модели датчиков СО2
На сегодняшний день самым известным производителем датчиков углекислого газа является шведская компания SenseAir. Мировой лидер в отрасли разработки и производства не только газовых анализаторов, но и оборудования для систем “Умный дом”(датчиков движения, автоматических розеток, GSM охранных сигнализаций).
Углекислые датчики компании SenseAir, работающие по методу недисперсионной ИК-спектрометрии, в отличие от своих аналогов, имеют более высокие эксплуатационные характеристики.
Они могут использоваться как в помещении, так и на открытом воздухе, и решать одновременно несколько задач (измерять концентрацию СО2, температуру и влажность воздуха).
При необходимости устройства подключаются к компьютеру, обеспечивающему длительную бесперебойную работу и быстрый отклик в широком диапазоне.
AZ Instrument Corp
Следующий известный производитель анализаторов углекислого газа – компания AZ Instrument Corp (Тайвань).
Все модели датчиков углекислоты компании AZ Instrument Corp оснащаются гигрометром и термометром, позволяющими одновременно с концентрацией СО2 измерять температуру и влажность воздуха, и, при необходимости, компенсировать температурную зависимость.
S+S Regeltechnik
И еще один производитель инфракрасных датчиков – немецкая компания S+S Regeltechnik – производитель контрольно-измерительного, вентиляционного и климатического оборудования (датчиков воды, дыма, тепла, розеток с термостатом и т.д).
Самокалибрующиеся энергосберегеющие углекислые датчики компании S+S Regeltechnik являются очень надежными, чувствительными устройствами, не нуждающимися в техническом обслуживании.
Обладая высокой избирательностью и устойчивостью к помехам и вибрации, они используются для мониторинга качества воздуха в закрытых помещениях.
Принцип работы углекислотного лазера
CO2 лазеры работают по принципу усиления света за счет использования газовой среды. Активной средой в данном случае является углекислый газ, который находится в герметичной трубке, оснащенной отражающими зеркалами на каждом конце. представляет собой пустотелый стеклянный цилиндр, внутри которого запаяна активная среда. Зеркала образуют оптический резонатор, позволяющий лазерному лучу отражаться назад и вперед, набирая интенсивность с каждым проходом.
Газовый лазер был первым лазером непрерывного действия и первым лазером, работающим по принципу преобразования электрической энергии в лазерный световой поток.
При стимуляции электрическим током молекулы азота в газовой смеси возбуждаются, набирают энергию и переходят в высокоэнергетическое состояние. Возбужденные молекулы газа CO2 высвобождают фотоны, возвращаясь в свое основное состояние, в результате чего образуется когерентный пучок лазерного излучения. На этом этапе лазер достигает состояния, называемого инверсией населенности – точки, в которой в системе больше возбужденных частиц, чем невозбужденных. Для получения пучка света лазером атомы азота должны потерять свое возбужденное состояние путем выделения энергии в виде фотонов. Это происходит, когда возбужденные атомы азота вступают в контакт с очень холодными атомами гелия, что вызывает высвобождение света азотом.
Головка лазерного излучателя перемещается над заготовкой и последовательно «выжигает» лазером требуемый контур — в соответствие с маршрутом обработки. Лазерный луч генерируется специальной трубкой — и затем с помощью подвижных зеркал направляется к излучателю.
С какими материалами работает CO2 лазер?
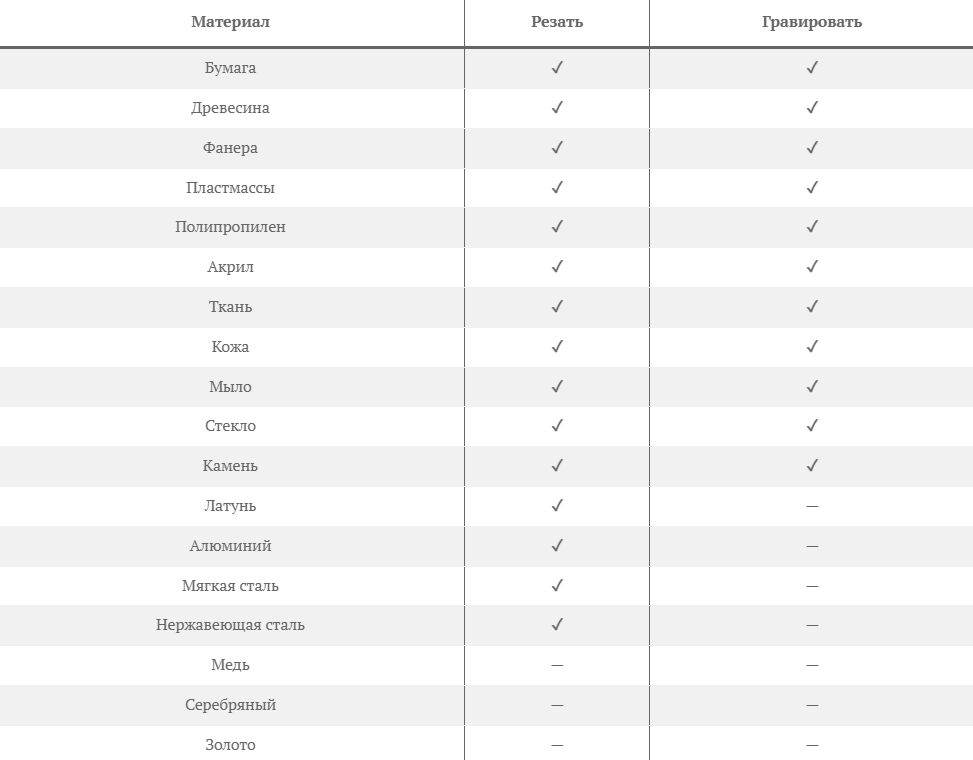
Рис. 5. Возможности обработки материалов CO






