


В практике малярных работ часто приходится сталкиваться с необходимостью перекрашивания изделий, уже имеющих покрытие. Обязательно ли в этом случае удалять старую краску, если она прочно держится на поверхности, не утратила своих эксплуатационных характеристик? Не испортит ли она защитные, декоративные свойства вновь наносимого красителя? Все будет зависеть от совместимости нового ЛКМ со старым лакокрасочным материалом, предварительно нанесенными средствами для выравнивания основания, улучшения адгезии (грунтовками, шпатлевками и прочими).
Фрикционную совместимость материалов, как правило, определяют по «отклику» трибосистемы на форсирование нагрузки. Данное форсирование можно выполнять различными путями, например, за счет ступенчатого увеличения нагрузки на контакт с выявлением критической нагрузки, при которой инициируется схватывание поверхностей трения, или за счет запуска работы узла трения сразу в области критических нагрузок. Пример исследования критериев фрикционной совместимости пары трения «серебряное покрытие – шарошечная сталь» в среде долотной смазки в процессе приработки по оценке отклика изучаемой трибосистемы на два вида нагружения – ступенчато-возрастающее и статическое «на грани заедания» – показан на рис. 3.1-3.2.
Рис. 3.1. Испытания несущей способности серебряного покрытия в при ступенчато-возрастающей нагрузке в среде долотной смазки JBL-713R.
Анализ результатов исследования приработки трибосистемы по методике со ступенчато возрастающей нагрузкой показал, что процесс приработки возобновляется после каждого этапа нагружения пары трения, т.е. на каждый этап нагружения трибосистема реагирует скачкообразным ростом, а затем постепенным снижением момента трения. Схватывание наступило после приложения осевой нагрузки 140 кгс (93 МПа).
С использованием полученных результатов проведены испытания по оценке прирабатываемости серебряных покрытий в условиях статического нагружения в области критических нагрузок (рис. 3.2). Результаты испытаний показали, что при статическом нагружении наблюдается более высокая несущая способность узла трения, чем при ступенчатом увеличении нагрузки. В статическом режиме образец с серебряным покрытием удалось нагрузить до 130 МПа, что на 28,5% выше, чем в предыдущем эксперименте. На основе обобщения полученных результатов можно сформулировать следующие положения.
Рис. 3.2. Исследование характера приработки серебряного покрытия (толщина 20 мкм): в среде пластичной смазки JBL-713R при контактных давлениях
а) 73 МПа; б) 87 МПа; в) 107 МПа; г) 120 МПа; д) 130 МПа; е) трение в среде смазки Probe A (Beghem) при давлении 130 МПа.
1) В момент начала относительного движения в трибосистеме наблюдается скачкообразный рост момента трения до некоторого максимального значения
3) После приработки трибосистема переходит в квазиустойчивое состояние с минимальной для заданных условий и относительно стабильной величиной коэффициента трения
5) Степень приработки материалов можно охарактеризовать степенью уменьшения момента трения в ходе приработки в виде коэффициента
Исходя из вышесказанного совместимости трибоматериалов в процессе приработки можно описать следующей совокупностью показателей:
Оборудование и материалы:
– триботехнический комплекс «Универсал – 1А»;
– образец штатной консистентной смазки для опор буровых долот;
– натурный образец упорной шайбы с серебряным покрытием;
– контробразец, изготовленный из долотной стали с твердосплавным покрытием;
– профилограф-профилометр «Абрис-ПМ7»;
– микроскоп с увеличением ×200;
– х/б перчатки;
– уайт-спирит (или другое средство для обезжиривания поверхности);
– ватный тампон.
1.
Цель работы.
Получить
представление о совместимости материалов
пар трения на примере металлов. Научиться
оценивать совместимость материалов по
результатам лабораторных испытаний.
2. Общие
положения.
Два “хороших” по своим индивидуальным
свойствам материала в сочетании с
“хорошей” смазкой не обязательно
составят надёжный и работоспособный
узел трения. Необходимо, чтобы материалы
трибосопряжения были совместимы, то
есть могли бы обеспечить требуемый
ресурс.
Совместимость –
это способность материалов трущейся
пары при определённой смазке и режимах
нагружения взаимно адаптироваться как
в процессе приработки, так и в стационарный
период, и обеспечивать заданную
долговечность узла без повреждения
контактирующих деталей.
Способы оценки
совместимости материалов в триботехнике
носят сравнительный характер и основаны
на экспериментах. Совместимость
материалов может устанавливаться по
величине момента трения, износа, несущей
способности пары, её температуре, времени
приработки и т.д.
Схема рабочего
узла трения представлена на рис. 1.
Рычажное (соотношения плеч 1:3) нагружающее
устройство обеспечивает равную нагрузку
на одновременно работающие по стальному
валику четыре вкладыша из стали, бронзы,
серого чугуна и алюминиевого сплава.
Критерием совместимости считаем
наибольшую износостойкость.
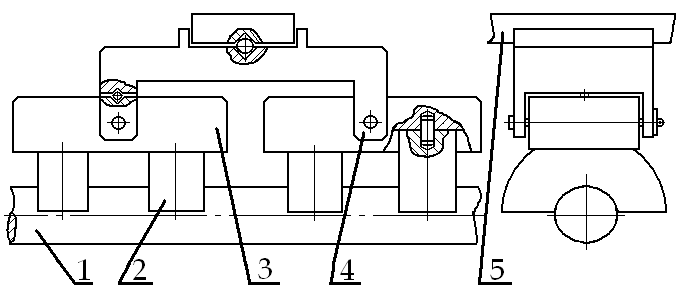
Рис.1. Схема рабочего
узла: 1-валик-контртело, 2-вкладыши-полувтулки,
3-коромысло,
4-выравниватель, 5-нагружающий рычаг.
3. Обеспечение
работы. Для
выполнения работы необходимо следующее.
3.1. Токарный
станок – 1шт.
3.2. Лабораторный
узел трения – 1шт.
3.3. Динамометр
– 1шт.
3.4. Валик – 1шт.
3.5. Образцы в
виде вкладышей (полувтулок) из стали,
бронзы, серого чугуна и алюминиевого
сплава.
3.6. Микрометр
со вставками типа МВМ25 (ГОСТ4380-93)
4. Порядок
выполнения работы.
4.1. Получить
инструктаж по технике безопасности и
расписаться об этом на контрольном
листке.
4.2. Ознакомиться
с содержанием методического пособия и
подготовить протокол и форму отчёта.
4.3. Установить
валик Ø 14×200 в трёхкулачковый патрон и
закрепить его. Подпереть второй конец
валика вращающимся центром, вставленным
в пиноль задней бабки.
4.4. Измерить
микрометром исходную толщину
вкладышей-полувтулок bi
в центральном сечении и записать
результаты в таблицу 1.
4.5. Собрать
установку как показано на рис.1 нанеся
на рабочую поверхность образцов разовую
смазку.
4.6. Установить в
резцедержатель станка нагружающий
рычаг и присое- динить к нему динамометр.
4.7. Нагрузить
трибосопряжение при помощи динамометра
(соотношение плеч рычага 1:3) в соответствии
с заданием преподавателя (P≈5000Н).
4.8. Установить
на станке частоту вращения шпинделя в
соответствии с заданием преподавателя
(n≈200мин-1).
4.9. Включить
станок и, после t
= 30 минут (0,5часа) его работы выключить.
4.10. Подождать
пока вкладыши остынут и разобрать
установку.
4.12. Измерить
микрометром (в том же сечении, что и до
работы) толщину изношенного вкладыша
b*i
и записать в таблицу 1.
5.1. Рассчитать
скорость скольжения по формуле:
5.2. Рассчитать
величину износа hi
по формуле:
hi
= bi
– bi*
(мм)
.
5.3. Рассчитать
интенсивность изнашивания Ii
по формуле:
5.4. Рассчитать
скорость изнашивания по формуле:
5.5. Рассчитанные
величины записать в таблицу 2.
о наиболее
совместимых для данных условий материалах;
о наименее
совместимых материалах;
о наиболее
чувствительном критерии совместимости
материалов для данных условий.
1) Титульный
лист с указанием кафедры, названия
работы, ФИО и группы студента, ФИО
преподавателя и даты.
2) Цель работы.
3) Эскиз узла
трения.
4) Таблица 1.
Результаты измерений.
5) Расчётные
формулы и расчёты.
6) Таблица 2.
Параметры износостойкости сопряжения.
1) Что такое
совместимость материалов пары трения?
2) Как оценивается
совместимость материалов на практике?
3) Является
ли совместимость постоянным свойством
материалов?
4) Зависит ли
совместимость материалов от условий
работы узла трения?
1. Гаркунов Д.Н.
Триботехника (коструирование, изготовление
и эксплуата-ция машин): Учебник /
Д.Н.Гаркунов.-М.: Изд-во МСХА, 2002.-632с
2. Костецкий Б.И.
Поверхностная прочность материалов
при трении / Б.И.Костецкий, И.Г.Носовский,
А.К.Караулов и др.- Киев: Технiка,
1976.-296с
Конструкционное повышение износостойкости
Стратегические просчеты не могут быть
Компенсированы тактическими средствами.
К. фон Клаузевиц
Правильный выбор материалов для рационально разработанной конструкции является гарантией полного выполнения трибосистемой своих функций в течении всего ресурса.
Совместимость и выбор материалов
В каждом большом деле всегда приходится
какую-то часть оставлять на долю случая.
Несмотря на то, что практика машиностроения располагает значительным опытом, выбор материалов для узлов трения представляет собой достаточно сложную задачу. Дополнительные трудности связаны с тем, что выбор материала хотя бы одной из сопрягаемых деталей, как правило, вынужден и определяется обстоятельствами, не связанными с трением и изнашиванием.
Например: сталь в качестве материала валов выбирается исходя из прочности; серый чугун для станин выбирают по жесткости и экономичности.
Кроме того, два “хороших” по свойствам материала в сочетании с “хорошей” смазкой не обязательно составят надежный и работоспособный узел трения. Необходимо, чтобы материалы пары были совместимы, т.е. могли бы в процессе приработки адаптироваться друг к другу и к внешним условиям.
Примером совместимой пары является сталь – бронза при смазке турбинным маслом, несовместимой – чугун – фторопласт и индустриальное масло.
Совместимость – способность материалов трущейся пары при определенной смазке (или без неё) взаимно адаптироваться, как в процессе приработки, так и в стационарный период, и обеспечивать заданную долговечность узла без повреждения контактирующих деталей (в виде заедания или схватывания).
В настоящее время способы оценки совместимости основаны на экспе-риментальных исследованиях в соответствии с методикой по РД 50-662-88.
Это испытания на трибостойкость в стационарном режиме для определения несущей способности (удельных давлений), температуры фрикционного разогрева, интенсивности изнашивания и силы трения.
Испытания на трибостойкость при переходных режимах, обуслов-ленных повторными пусками и выбегами, а также ступенчатым повышением нагрузки, позволяют оценить интенсивность изнашивания, силу трения и температуру фрикционного разогрева в эти периоды работы трибосистемы.
Наконец, испытания на прирабатываемость дают возможность оценить приработочный износ, время приработки и температуру.
Одним из основных критериев совместимости материалов, работающих в условиях граничной смазки, является их сопротивление образованию задиров. Этому явлению может препятствовать применение сплавов с мягкой структурной составляющей или использование смазочных материалов с температурной стойкостью граничных адсорбированных слоев выше, чем поверхностная температура в контактной зоне. В этом случае отсутствие десорбции молекул смазки препятствует прямому контакту, то есть повышает задиростойкость пары и совместимость входящих в нее материалов.
При жидкостном трении совместимость материалов определяется коррозионной и кавитационной стойкостью контакта. Кроме того, теплонапряженность узла трения не должна снижать вязкостные параметры смазки. Это может препятствовать выходу пары на гидродинамический режим.
Следовательно, способы оценки совместимости материалов в триботехнике в настоящее время основаны на комплексе испытаний.
Общим недостатком предлагаемых обобщенных критериев совмести-мости является отсутствие массивной базы данных однозначных результатов, что затрудняет применимость всех этих критериев.
Рассматривая совместимость, как образование диссипативных структур на основе самоорганизующихся трибосистем, можно предложить ряд меро-приятий для повышения совместимости трибоматериалов. Различная набуха-емость контактирующих материалов в рабочих средах и разные коэффициен-ты терморасширения компенсируются увеличением зазора сопряжения. Низкая теплостойкость полимерных композитов может быть повышена добавлением графитового или металлического мелкодисперсного наполнителя. Высокие контактные нагрузки можно снизить, используя классическую пару трения: твердое – мягкое. Прирабатываясь, мягкий материал увеличивает площадь фактической контактной поверхности, что снижает реальные контактные напряжения и повышает несущую способность трибосистемы.
Совместимость неразрывно связана с выбором материала трибосопря-жения. Выбор триботехнических материалов основан на знании их общей номенклатуры, справочных данных об их характеристиках, комплекса всех условий работы трибосистемы и машины в целом.
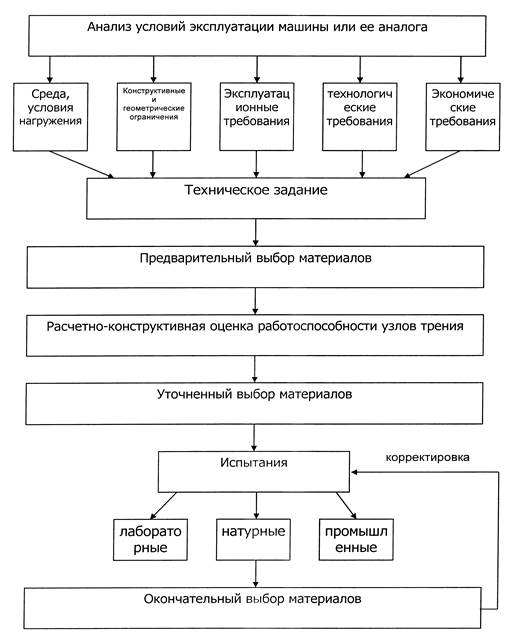
Рис. 67 Алгоритм подбора материалов трибосистем.
Следует отметить, что при выборе материалов для пар трения кроме совместимости учитывается целый ряд дополнительных весьма важных факторов.
Износостойкие материалы должны обеспечивать минимум износа при данных условиях эксплуатации. Примером этих материалов является инструментальная быстрорежущая сталь Р18 и металлокерамические сплавы Т15К6, ВК8 и др.
Фрикционные материалы обладают стабильно высоким коэффициентом трения. Это обкладки тормозов, дисков сцепления и т.п.
Антифрикционные и смазочные материалы обеспечивают низкий коэффициент трения. Это сплавы: Бр05Ц5С5, Б83; это полимеры: фторопласт-4; масла и консистентные смазки. Чаще всего материал должен обладать комплексом свойств: одновременно износостойкостью и антифрик-ционностью и т. п.
Проблемы обеспечения совместимости пар трения
В настоящее время наблюдается непрерывное расширение номенклатуры высококачественных конструкционных и смазочных материалов, рекомендованных для применения в тех или иных узлах трения. Этому способствует бурный рост нанотехнологий и наноматериалов, обладающих уникальными свойствами и анонсируемые производителями как «технологии будущего» и продукты «третьего тысячелетия». С другой стороны опыт работы с промышленными предприятиями Самарской области показывает насколько трудно новые материалы входят в новые конструкции отечественных машин, приборов и оборудования. Это обусловлено рядом причин.
Во-первых, новые материалы, как правило, дороже своих «предшественников» и возникающий финансовый «барьер» усложняет их внедрение в производство.
Во-вторых, после расформирования в период перестройки многих отраслевых научных учреждений предприятия, получавшие прежде готовые технические предложения и проверенные передовые разработки оказались в условиях информационного «голода». Даже обилие информации, поступающей из интернет-источников, не может решить проблему отсутствия научных сведений о применимости новых материалов в специализированных узлах трения.
В-третьих, основной причиной видится то, что результаты триботехнических испытаний новых материалов, полученные стандартными методиками зачастую расходятся с результатами, полученными при эксплуатации. Это происходит вследствие того, что стандартные методики исследований, хотя и воссоздают схемы трения реальных трибосистем, но не учитывают совместимости используемых трибоматериалов. Для учета последнего фактора в производстве применяют натурные испытания деталей, но натурные испытания являются весьма затратными (по времени, трудоемкости и финансам) по сравнению с лабораторными. Поэтому у предприятий зачастую нет возможности апробировать все перспективные материалы.
Вышеуказанное ставит перед трибологами задачу создания таких лабораторных методик и средств испытаний, которые бы сочетали относительную простоту и производительность стадартных методик, но при этом позволяли бы учитывать совместимость материалов реальных пар трения и хорошо коррелировали с результатами натурных и эксплуатационных испытаний.
Анализ существующих критериев стойкости материалов к задиру (критическая нагрузка, критическая температура) показывает, что эти критерии носят частный характер, поскольку не являются инвариантными характеристиками задиростойкости трибосистемы. Получение интегральных характеристик возможно с использованием синергетических представлений о трибосистеме как об открытой термодинамической системе, способной обмениваться энергией и веществом с окружающей средой и находящейся вдали от равновесия.
Известно, что состояние синергетических систем определяется их внутренней энергией и изменяется при достижении ее определенной критической величины – энергии активации, являющейся инвариантной характеристикой к виду подводимой энергии. Однако активационные параметры ранее не рассматривались в качестве критериев совместимости трибоматериалов.
Принцип технической совместимости материалов трущихся соединений в настоящее время трактуется довольно широко, включая геометрическую, термодинамическую, кинетическую, механическую, электрохимическую, и др. виды совместимости. В литературе описаны десятки различных критериев совместимости материалов, и число их продолжает расти. В каждом конкретном случае на основе анализа ведущего механизма повреждаемости материалов при трении выбирается, как правило, один критерий, наиболее важный для описания надежности рассматриваемой трибосистемы. Например, для опор буровых долот наиболее важными критериями совместимости материалов являются минимальная скорость усталостного изнашивания антифрикционных серебряных покрытий и максимальная стойкость покрытий к схватыванию и задирам при нагрузках, близких к критическим. Для шарошек буровых долот – максимальная абразивная стойкость и усталостная прочность. Для ламельных групп электрических контактов – минимальные значения скорости изнашивания и переходного сопротивления и т.п.
Общие принципы обеспечения совместимости
Согласно представлениям Л.И. Бершадского и Н.А. Буше о необратимых процессах, происходящих в поверхностных слоях трущихся материалов, совместимость материалов обусловлена структурной приспосабливаемостью материалов при трении. В практике конструирования узлов трения машин принцип совместимости трибоматериалов обеспечивается за счет выполнения ряда условий (правил), которые включают: правило положительного градиента механических свойств; правило учета равновесной шероховатости; правило реализации обратных пар трения; правила сочетания трибоматериалов; правило интенсивной приработки при соблюдении режимов трения «на грани заедания»; реализация эффекта «избирательного переноса» и др.
1) В парах трения, склонных к заеданию, следует сочетать твердый материал с мягким, имеющим температуру рекристаллизации ниже рабочих температур узла трения (сталь-серебро, хром-бронза, хром-резина и др.).
2) В парах трения, работающих в условиях абразивного изнашивания следует сочетать твердый материал с твердым (азотированные и закаленные стали, твердые покрытия и др.).
3) При конструировании любых пар трения следует избегать сочетания двух мягких материалов (пластмасса-пластмасса, медный сплав-алюминиевый сплав и др.) из-за низкой износостойкости таких пар трения, а также сочетания двух однородных материалов (незакаленная сталь по незакаленной стали, титановый сплав по титановому сплаву, бронза по бронзе и др.) из-за их склонности к образованию мостиков сварки на фактических пятнах контакта.
4) В труднодоступных для смазки местах рекомендуется использовать пористые спеченные материалы (из-за повышенной маслоемкости) и антифрикционные покрытия (баббиты, серебро и др.).
5) Для малонагруженных узлов трения рекомендуется шире использовать композиционные материалы и пластмассы из-за их хороших демпфирующих свойств, дешевизны, легкости и хорошей обрабатываемости.
6) При работе в водородсодержащих средах следует выбирать материалы не склонные к наводороживанию, или защищать поверхности барьерными для водорода пленками (медь, серебро и др.) в целях предотвращения водородного охрупчивания и изнашивания материалов.
7) Доводку поверхностей трения рекомендуется выполнять безабразивными способами (ФАБО, выглаживание, формирование покрытий) в целях предотвращения шаржирования абразивных частиц в обрабатываемую поверхность.
8) При работе пар трения следует создавать условия для реализации избирательного переноса, лежащего в основе эффекта «безызносности». Практически эти условия чаще всего реализуются путем введения в зону трения вместе со смазкой ультрадисперсных частиц пластичных металлов (медь, серебро, свинец и т.д.), их солей, порошков полимеров и минералов. Промышленностью освоен выпуск ряда восстанавливающих присадок, создающих при трении на рабочих поверхностях тонких металлических, металлокерамических и полимерных антифрикционных пленок.
Отмеченные правила обобщают практические наблюдения за поведением трибосистем в различных условиях трения. Однако их нельзя назвать исчерпывающими. Появление новых материалов и технологий требует дальнейших исследований в области оценки фрикционной совместимости. Кроме того, несмотря на то, что совместимость трибоматериалов, является одним из наиболее перспективных принципов обеспечения надежности трибосистем, следует признать, что он все же остается недостаточно применяемым на практике при конструировании узлов трения машин. Это обусловлено отсутствием надежных критериев совместимости, а также методик и оборудования для их оценки.
- Текст ГОСТ ISO 11114-1-2017 Баллоны газовые. Совместимость материалов, из которых изготовлены баллоны и клапаны, с содержимым газом. Часть 1. Металлические материалы
- Определение совместимости, критерии выбора
- Определение типов пленкоообразователей
- Особенности выбора ЛКМ
- Советы по окрашиванию старых материалов
Текст ГОСТ ISO 11114-1-2017 Баллоны газовые. Совместимость материалов, из которых изготовлены баллоны и клапаны, с содержимым газом. Часть 1. Металлические материалы
Термины и определения
Technical compatibility.Terms and definitions
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) Госстандарта России
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 21 от 30 мая 2002 г.)
За принятие проголосовали:
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 24 апреля 2003 г. N 128-ст ГОСТ 30709-2002 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
4 ВВЕДЕН ВПЕРВЫЕ
Установленные в стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знания.
Для каждого понятия установлен один стандартизованный термин.
В алфавитном указателе данные термины приведены отдельно с указанием номера статьи.
Приведенные определения можно, при необходимости, изменить, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в данном стандарте.
1 Область применения
Настоящий стандарт устанавливает термины и определения понятий в области технической совместимости.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы по технической совместимости, входящих в сферу деятельности стандартизации и (или) использующих результаты этой деятельности.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий стандарт:
ГОСТ 30372-95/ГОСТ Р 50397-92 Совместимость технических средств электромагнитная. Термины и определения
3 Общие понятия
3.1 совместимость: Пригодность продукции, процессов или услуг к совместному, но не вызывающему нежелательных взаимодействий использованию при заданных условиях для выполнения установленных требований
3.2 техническая совместимость: Совместимость изделий, их составных частей, конструкционных, горюче-смазочных материалов, технологических процессов изготовления и контроля
3.3 объекты технической совместимости: Два или более объектов, совместимость которых оценивают и обеспечивают при решении конкретной задачи
3.4 совмещенный объект: Объект, получаемый в результате совмещения или совместного взаимодействия двух или более объектов
3.5 совместимые объекты: Объекты технической совместимости, совместное использование или взаимодействие которых обеспечивает выполнение установленных требований нормативной или технической документации к совмещенным объектам
3.6 несовместимые объекты: Объекты, совместное использование или взаимодействие которых не обеспечивает выполнение хотя бы одного из установленных требований нормативной или технической документации к совмещенным объектам
3.7 техническая совместимость по объектам технической совместимости: Вид технической совместимости, для которой в технической документации указывают объекты технической совместимости
3.8 техническая совместимость по требованиям к совместимым объектам: Вид технической совместимости, для которой в нормативной или технической документации установлены требования, подлежащие выполнению для совместимых объектов
4 Виды технической совместимости по объектам технической совместимости
4.1 техническая совместимость вида “человек – изделие”: Техническая совместимость, характеризующая соответствие размеров и свойств изделия эргономическим особенностям человека, цель которой – оптимизация орудий труда, условий и процессов труда
4.2 техническая совместимость составных частей изделия: Техническая совместимость, характеризующая пригодность составных частей изделия к взаимодействию в соответствии с установленными требованиями
4.3 техническая совместимость вида “изделие – среда”: Техническая совместимость, характеризующая пригодность изделия выполнять установленные функции в определенных условиях внешней среды
4.4 техническая совместимость вида “изделие – тара (упаковка)”: Техническая совместимость, характеризующая пригодность тары (упаковки) определенного вида к использованию для транспортирования и хранения изделия
4.5 техническая совместимость вида “изделие – смазочный материал”: Техническая совместимость, характеризующая пригодность смазочных материалов определенного вида к применению в рассматриваемом изделии с обеспечением требуемых показателей качества
4.6 техническая совместимость вида “изделие – энергия”: Техническая совместимость, характеризующая пригодность энергии определенного вида и качества к применению в рассматриваемом изделии
4.7 техническая совместимость вида “изделие – материал”: Техническая совместимость, характеризующая пригодность материала определенного вида для изготовления изделия с требуемыми показателями качества
4.8 техническая совместимость смазочных материалов: Пригодность двух или нескольких смазочных материалов к смешиванию между собой без ухудшения их эксплуатационных свойств и нарушения стабильности при хранении
4.9 техническая совместимость вида “изделие – метод контроля (испытаний)”: Техническая совместимость, характеризующая пригодность метода контроля (испытания), определенного для проведения контроля (испытания) рассматриваемого изделия с заданной точностью и достоверностью
4.10 техническая совместимость вида “изделие – технология”: Техническая совместимость, характеризующая пригодность рассматриваемой технологии к изготовлению изделий определенного вида с заданными показателями качества в установленные сроки и с заданной себестоимостью изготовления
5 Виды технической совместимости по характеристикам совместимых объектов
5.1 техническая совместимость размерная: Техническая совместимость, характеризующая пригодность изделий к совместному взаимодействию по сопрягаемым геометрическим размерам
5.2 техническая совместимость функциональная: Техническая совместимость, характеризующая пригодность изделий к совместному взаимодействию по видам функций, значениям параметров и эксплуатационным характеристикам
5.3 техническая совместимость экологическая: Техническая совместимость, обеспечивающая соблюдение требований охраны окружающей среды при изготовлении, эксплуатации, ремонте, утилизации и уничтожении изделия и его составных частей
5.4 техническая совместимость санитарно-эпидемиологическая: Техническая совместимость, обеспечивающая соблюдение санитарно-эпидемиологических норм и требований лри изготовлении, эксплуатации, ремонте, утилизации и уничтожении изделия и его составных частей
5.5 техническая совместимость пожаробезопасная: Техническая совместимость, характеризующая пригодность изделий и их составных частей к изготовлению, эксплуатации, ремонту, утилизации и уничтожению при соблюдении норм пожарной безопасности
5.6 техническая совместимость при трении: Техническая совместимость, характеризующая свойство материалов сопряженных поверхностей предотвращать схватывание при трении
5.7 техническая совместимость по надежности: Техническая совместимость, характеризующая пригодность составных частей изделия обеспечивать требуемые значения показателей надежности изделия в целом
5.8 техническая совместимость электромагнитная: По ГОСТ 30372
5.9 техническая совместимость электрическая: Техническая совместимость, характеризующая пригодность электрических приборов, машин и их элементов к совместному взаимодействию при заданных характеристиках электрообеспечения
Алфавитный указатель терминов
Текст документа сверен по:
Определение совместимости, критерии выбора
Понятие совместимости ЛКМ сформулировано Стандартом ИСО 12944-5 как возможность двух и более материалов использоваться в системе защитных или отделочных составов для окрашивания без проявления нежелательных дефектов. Если подбирать плохо совмещающиеся друг с другом грунтовки, эмали, лаки можно получить целый ряд нежелательных эффектов:
- расслоение, разрушение, вздувание, коробление свеженанесенного слоя;
- неравномерное распределение красителя;
- изменение ожидаемого оттенка, степени блеска;
- сморщивание, растрескивание высохшей пленки;
- снижение ее срока эксплуатации.
Чтобы окрашивание объекта прошло успешно, изделие не было испорчено, следует внимательно отнестись к выбору лакокрасочного покрытия для нанесения поверх имеющегося. ЛКМ различаются множеством показателей от назначения (защитные, антикоррозионные, огнестойкие, отделочные), входящих в состав пигментов, растворителей, веществ, ускоряющих процесс высыхания, влияющих на адгезию, декоративные свойства. Но важнейшим критерием совместимости красок, лаков, шпатлевок, грунтовок, прочих материалов является тип связующего (пленкообразующего) вещества – компонента, отвечающего за сцепление всех частиц красящего состава с покрываемой поверхностью.
Определение типов пленкоообразователей
Тип связующего компонента обычно указывается производителем на упаковке нового красителя в виде двухзначного буквенного кода и расшифровывается в специальных таблицах строительных сайтов или магазинов:
Если с пленкообразователем нового средства для окрашивания определиться будет несложно, то с идентификацией старого покрытия не все так просто. Способов определения несколько:
- Побелка – оставляет характерный меловой след на всем, что к ней прикасается.
- Акрил на водной основе – определяется увлажнением стены. Акриловое водоэмульсионное покрытие не изменит оттенка, известковая побелка – потемнеет.
- Латексная краска – после протирания влажной тряпкой не размывается в отличие от водных растворов мела или акрила.
- Эмаль – выделяется визуально блестящей поверхностью с заметным глянцем.
- Масляное покрытие почти неотличимо от эмалевого, но и совместимость у них схожа.
Особенности выбора ЛКМ
Самый надежный способ удачного совмещения – окрашивать поверхности смесью с тем же пленкообразователем, что был использован ранее. Например, вновь наносимый глифталевый (ГФ) раствор идеально ляжет поверх имеющейся краски ГФ, а нитроцеллюлозная (НЦ) эмаль совместится со шпатлевкой НЦ.
Этот принцип особенно актуален:
- для кремнийорганических и силикатных материалов термического отверждения, наносимых только на ЛКМ подобного вида;
- эпоксидных и полиуретановых растворов химического отверждения, содержащих активные растворители (циклогексанон, ксилол, ацетон). Их запрещается наносить на красители обратимого типа физического отвердевания (виниловые, нитроцеллюлозные, хлоркаучуковые), застывающие на открытом воздухе. Это чревато вздуванием, отслаиванием всего покрытия от основания.
Для других ЛКМ специалисты предлагают несколько проверенных временем способов безопасного комбинирования:
Профессиональные таблицы совместимости лакокрасочных материалов представлены на этой странице. Здесь вы найдете таблицы совместимости конкретных групп ЛКМ (грунтовок, шпатлевок, лакокрасочных отделочных материалов), позволяющие сделать лучший выбор для идеального ремонта.
Советы по окрашиванию старых материалов
Даже при правильно подобранной совместимости, не будет лишней предварительная подготовка основания, делающая окраску быстрее, экономичнее, а результат лучше. Советуем выполнять эти несложные правила:
- Если предыдущая краска легко удаляется с поверхности, то лучше убрать ее, чтобы не пришлось изучать ее состав.
- Смывающиеся водой или растворителями красители тоже нужно удалить. Силикатные, казеиновые остатки легко удалить 2%-ным раствором соляной кислоты, приводящей к вспучиванию этих пленок.
- Основание под покраску очищается от пыли, загрязнений, дефектных участков. В отдельных случаях может потребоваться удаление пятен. Имеющиеся трещины разрезаются, образовавшиеся углубления замазываются специальными средствами, совместимыми с будущей грунтовкой и краской.
- Под новый лакокрасочный слой необходимо нанести свежий грунт.
- Окрашивая тщательно подготовленное, очищенное, со скрытыми шпатлевкой дефектами, выровненное грунтовкой основание со старым покрытием, необходимо внимательно соблюдать инструкцию по применению выбранного нового раствора.






