

- Полевой уровень
- Состав
- Типы действия регуляторов
- Этапы проектирования автоматизированных систем управления технологическим процессом
- Определение направления действия регулятора
- Готовые решения для всех направлений
- Верхний уровень
- Профессиональная разработка
- Промышленное программирование, или Пара слов об АСУ ТП
- Средний уровень
- Заключение
- Особенности структуры и функционирования
- Профессиональная разработка качественной и эффективной системы АСУ ТП
- Выбор типа регулятора
- Принцип работы АСР и законы регулирования
- Функции и предназначение АСУ ТП
- Автоматическая идентификация объектов учёта на производстве при помощи RFID оборудования и программного обеспечения Wonderfid
- Принцип действия
- Структурные особенности
- Уровни АСУТП
- Автоматизированная система управления технологическим процессом
- Виды
- Определение параметров объекта управления
- Программируемый логический контроллер
- Классификационные признаки
- Определение настроечных параметров регулятора
- Структура
- Контроллерный уровень
Полевой уровень
Полевой уровень формирует первичную информацию, обеспечивающую работу всей АСУТП. На этот уровень адресно поступают и реализуются управляющие воздействия.
Оборудование полевого уровня составляют первичные преобразователи (датчики), исполнительные органы и механизмы.
Датчик – устройство, преобразующее физические параметры технологического процесса в электрические сигналы, поступающие в дальнейшем на контроллер.
Исполнительный орган – орган, воздействующий на технологический процесс путем изменения пропускной способности.
Исполнительный механизм – устройство, преобразующее электрические сигналы в физические воздействия, осуществляющее управление параметрами технологического процесса в автоматическом или ручном режиме.
Состав
Сюда входит ряд обеспечений, каждое из которых выполняет свои функции. Среди них:
Типы действия регуляторов
По направлению действия выходного сигнала регуляторы бывают двух типов – прямого или обратного действия.

- Убайдуллаева Ш. Р., Акбарова С. Промышленные сети и интерфейсы в автоматизированных системах управления технологическими процессами // Закрытое акционерное общество «Университетская книга» (Курск). — 2019.
- Луков Д. К. Автоматизированные системы управления технологическим процессом (АСУ ТП) // Олимп (Иваново). — 2019.
Этапы проектирования автоматизированных систем управления технологическим процессом
Процесс создания автоматизированных систем управления технологическим процессом можно разбить на следующие этапы:
а) детализация технических требований на создаваемую диспетчерскую систему контроля и управления;
б) разработка проектно – сметной документации в сокращенном или полном объеме;
в) сбор и изучение исходных данных;
г) составление полного перечня переменных;
д) комплектация системы;
е) разбиение объекта управления на технологические участки и последующая распределение переменных по участкам и группа;
ж) создание базы данных;
и) создание статических частей графических экранов интерфейса оператора;
к) заполнение графических экранов интерфейса оператора динамическими элементами;
л) составление схемы переходов между графическими экранами оператора;
м) составление алгоритмов управления (для всех возможных режимов работы объекта, в том числе аварийного);
н) генерация печатных документов;
п) верификация базы данных;
р) разработка эксплуатационной документации;
с) тестирование системы в автономном режиме (без УСО);
т) монтаж;
у) тестирование системы в рабочем режиме (с УСО);
ф) внедрение, в том числе пусконаладка и обучение персонала.
Определение направления действия регулятора
Если при увеличении выходного сигнала (управления) переменная и задание то же увеличиваются, то необходимо выбрать обратный регулятор, т. к. направление действие регулятора должно быть противоположно действию процесса.
Если при увеличении выходного сигнала (управления) переменная и задание то же уменьшаются, то необходимо выбрать прямой регулятор, т. к. направление действие регулятора должно быть противоположно действию процесса.
Готовые решения для всех направлений

Ускорьте работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.

Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.

Обязательная маркировка товаров – это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя

Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.

Повысьте точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.

Повысьте эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.

Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.

Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.

Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..

Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Показать все решения
Верхний уровень
Уровень человеко-машинного интерфейса, обеспечивающий трудовую деятельность человека-оператора АСУТП в системе «человек-машина» (СЧМ), в иностранной интерпретации «HMI-Human-Mashine-Interface».
Профессиональная разработка
Создание качественной автоматической системы управления технологическим процессом – это сложное и ответственное дело. Поэтому доверить его стоит профессионалам, у которых есть соответствующие навыки и опыт. Например, можно обратиться в компанию «Клеверенс». Мы занимаемся выпуском готовых решений для бизнеса уже больше 15 лет. Обратившись к нам за услугами, каждый клиент получает полный спектр «под ключ» – начиная от планирования и заканчивая введением в эксплуатацию.
Организация предоставляет владельцам предприятий тщательную разработку автоматизированных систем управления технологическим процессом, которая основывается на поставленных задачах и потребностях руководителей. Этот комплекс решений увеличит производительность и за короткий промежуток времени окупит средства, которые были вложены в его создание.
Промышленное программирование, или Пара слов об АСУ ТП
Время на прочтение

Есть такая профессия — производство автоматизировать. Аббревиатура АСУ ТП означает «автоматизированная система управления технологическим процессом» — это система, состоящая из персонала и совокупности оборудования с программным обеспечением, использующихся для автоматизации функций этого самого персонала по управлению промышленными объектами: электростанциями, котельными, насосными, водоочистными сооружениями, пищевыми, химическими, металлургическими заводами, нефтегазовыми объектами и т.д. и т.п.
Фактически, каждый человек, живущий не в лесу и пользующийся благами цивилизации, использует результаты труда предприятий, на которых функционируют АСУ ТП.
Иногда на эту тему проскакивают статьи и на хабре. Обычно они не пользуются особой популярностью, но всё же я хочу написать несколько обзорных статей об АСУ ТП в надежде рассказать хабравчанам что-то интересное (а возможно, кому-то даже полезное) и привлечь на хабр больше своих коллег.
Сначала пара слов о себе. Я только начинаю свой жизненный путь в автоматизации, опыт работы без малого два года. За это время побывал на нескольких газовых месторождениях, сейчас работаю на нефтяном.
Поскольку область обширная, несмотря ни на что развивающаяся, местами противоречивая и спорная, буду стараться обобщать не в ущерб достоверности, но не могу избежать перекоса в свою область — то оборудование, софт и сферу, с которыми лично я сталкивался.
Итак, программно-технический комплекс АСУ ТП делится на три уровня: верхний (компьютеры), средний (контроллеры), нижний (полевое оборудование, датчики, исполнительные механизмы). Про нижний уровень рассказывать не буду — слишком уж это далеко от от тематики хабра, да и статья получится слишком большая.
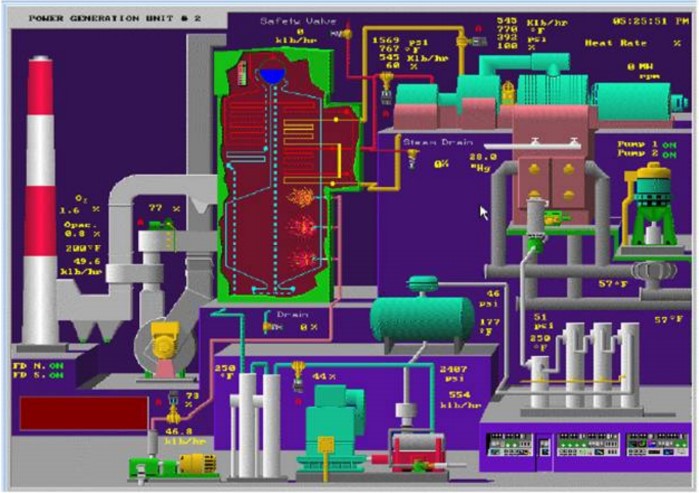
Верхний уровень — это серверы и пользовательские ПК (у нас они называются АРМ — автоматизированное рабочее место). Сюда выводится состояние технологического процесса, и отсюда при необходимости оператором подаются команды на изменение его параметров. Для упрощения разработки создано большое количество SCADA-систем (от англ. supervisory control and data acquisition — диспетчерское управление и сбор данных). Это в некотором роде расширенный аналог IDE, в котором скомпилированная «программа» и выполняется.
Системы SCADA
Вообще, если отбросить академизм, то на предприятии для всех кроме асушников скада выглядит вот так:

А если совсем не повезёт, то вот так:
Скады неявно можно разделить на серверную и клиентскую части. Опрос полевых устройств и сбор данных производится сервером (обычно, через ПЛК), с сервера клиенты забирают эти данные к себе на монитор. Сами по себе понятия «серверная» и «клиентская» части условны. Фактически разделение производится по лицензиям на компоненты скады, а политика лицензирования у каждого производителя своя. Вплоть до разделения на: количество обрабатываемых сигналов с поля, драйвера протоколов, количество рабочих станций, возможность создания веб-интерфейса, мобильного интерфейса, да и вообще целые куски функционала могут быть за отдельные денжеки. Чаще проще обратиться к поставщику, предоставив исходные данные по проекту, чтобы помогли с подбором лицензий.
Подразумеваются два режима функционирования: режим разработки и режим выполнения (runtime). Не обязательно эти режимы взаимоисключающи: можно редактировать проект на одном АРМе, инженерном, заливать его, он обновится на пользовательских. Это очень важно — изменять проект без простоев и отключений, потому что технологический процесс прерывать нельзя, и операторы всегда должны иметь возможность его контролировать. В скаде создаются графические интерфейсы, настраиваются источники данных с полевых устройств, она отвечает за взаимодействие пользователя (оператора, диспетчера, технолога) с происходящим на производстве, а также за архивирование всех нужных данных в БД.
Архивирование — одна из обязательных функций, очень важно иметь возможность «вернуться назад во времени» для разбора полётов в случае чего-то непредвиденного либо для глобального анализа при медленных, длительных процессах. Например, недавно геологи попросили меня выгрузить табличкой данные по давлению нефти на скважинах за последний год.
Периодически скада складывает все собранные данные в БД. Их потом можно посмотреть в виде графиков (называем их трендами), а при необходимости, если оговорено в ТЗ на АСУТП, реализуется выгрузка в виде отчётов в эксель или ещё как-нибудь. Архивация сделана по-разному: в MS SQL; MS Access; в ту же MS SQL, но по своему хитрому алгоритму с дополнительной архивацией; а у кого-то вообще в свою собственную бинарную БД.
Особым пунктом в скадах идёт информирование оператора: текущие сообщения и аварийные. Они тоже обязательно архивируются. В общем виде сообщения делятся на текущие и важные (аварийные). Текущие прячут подальше, но журнал аварийных всегда выводится на экране оператора. К текстовым аварийным сообщениям привязываются звуковые, чтобы кто-нибудь не проспал ЧП 🙂
Рынок SCADA
Самыми распространёнными, по-моему, считаются скады производства Invensys Wonderware, Iconics, Siemens, Indusoft, AdAstra, Emerson, Rockwell Automation.
Я лично работал с виндовыми: Invensys Wonderware InTouch и более мощной System Platform, с Iconics Genesis32 — и с (пока ещё?) малоизвестной B&R APROL под SLES (формально, это не совсем скада, а покруче — из-под апрола программируются и сами контроллеры).
По поисковым запросам, например, SCADA, HMI можно посмотреть примеры интерфейсов и мнемосхем.
Внешний вид и юзабилити по приоритету, увы, находятся на последнем месте. Причём, это касается не только рантайма, но и разработки. Для разработки в каждой скаде существуют как минимум дефолтные библиотеки символов — от кнопок и прочих контролов до графических изображений насосов, труб, задвижек, ёмкостей. Здесь-то и могли бы умные разработчики SCADA-пакетов (не путать с нами, асушниками — разработчиками проектов в этих пакетах) добиться принципиального преимущества над конкурентами, сделав продуманные библиотеки, из которых бы даже самый далёкий от дизайна и юзабилити инженер при всём нежелании делал бы гуманные интерфейсы и мнемосхемы. К сожалению, сейчас эта сфера идёт по пути экстенсивного развития, по которому развивалась IT до недавнего времени — наращивание функционала, добавление плюшек, больше, выше, сильнее, harder,
, stronger, и о пользователях пока думают мало.
Средний уровень
Средний уровень — ПЛК, программируемые логические контроллеры. Здесь всё достаточно просто, чаще всего физически ПЛК состоят из отдельных модулей. Для программирования у каждого ПЛК есть своя среда разработки, иногда она объединена со средой для создания SCADA.
Состав ПЛК
Модули бывают такие:
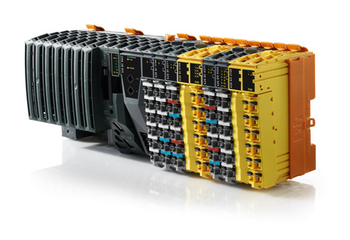
Контроллер B&R серии X20
Зачем нужен блок питания — понятно. БП сделан отдельным именно модулем, а не устройством, чтобы гарантировать совместимость с данной линейкой ПЛК. Чаще всего входное напряжение у БП 220 В переменного тока, выходное — 24 В постоянного тока.
Процессорный модуль — это голова ПЛК. Внутри у него, само собой, ЦПУ, ОЗУ и ПЗУ, сервисный порт для прошивки и, возможно, коммуникационный порт (ethernet, RS232/422/485, Profibus, etc). Иногда коммуникационный порт используется и как сервисный. Иногда на модуле есть переключатель (у Allen Bradley ещё круче — там натуральный ключ с замочной скважиной) для перевода ПЛК в различные режимы работы. Отдельной кнопки включения/выключения нет, в лучшем случае — тот переключатель, иначе, если есть питание — ПЛК запускается, а выключается и перезагружается «по-варварски» отключением питания.

Контроллер Allen Bradley серии CompactLogix
Дискретные и аналоговые модули обрабатывают соответствующие сигналы. Входные модули принимают эти сигналы с поля, выходные — формируют их.
Дискретный сигнал — это обычно напряжение цепи 24 вольта. Есть 24 — это «1», нет — «0». Бывают модули на 220В, есть модули с проверкой целостности цепи. Дискретные сигналы, приходящие с поля, могут информировать, например, о состоянии насоса включен/выключен. Управляющие дискретные сигналы могут запускать либо останавливать этот насос. Оптимизация здесь не оправдана, поэтому на запуск будет отдельная цепь, на останов — отдельная.
Модули I/O одного типа могут быть объединены: например, один модуль с 16 дискретными входами и 16 дискретными выходами.
Аналоговые входные сигналы — это приходят показания с датчиков. Здесь чаще всего используется токовая петля 4-20 мА, в соотетствие которой ставятся пределы измерения датчика. Начинается от 4 мА для диагностирования обрыва цепи (если меньше 4 мА, значит где-то что-то не в порядке с проводкой).
Рассмотрим на примере уровня жидкости в резервуаре. Стоит уровнемер, он измеряет уровень от 0 до 2 метров. Тогда: уровень 0 метров — это 4 мА, уровень 2 метра — это 20 мА. Промежуточные значения калибруются по ситуации, не всегда 1 метр соответствует 4+(20-4)/2=12 мА, может быть небольшая погрешность, уровень в 1 метр может быть какие-нибудь 12,7553 мА.
Аналоговые выходные — то же, только на управление. Не встречал чтобы использовалось, т.к. всегда существуют наводки. В измерении это допустимая погрешность, в управлении — нет. Да и неудобно это. Вместо них используется цифровая передача данных по различным протоколам через коммуникационные модули.
Температурные модули замеряют сопротивление в цепи либо термо-ЭДС. Если на них подключаются термометры сопротивления — при нагревании металла его сопротивление, по законам физики, повышается, соответственно определяется температура. Если подключается термопара (два спаянных проводника из разных металлов, при нагревании стыка возникает разность потенциалов между другими концами), замеряется напряжение.
Интерфейсные (или коммуникационные) модули предоставляют нам порты под RJ45, DB9, DB15, просто клеммники или что ещё бог производителю на душу положит. Помимо реализации непосредственно интерфейса (физического разъёма под коннектор, физического уровня модели OSI) они также реализуют протокол обмена через этот разъём.
Протоколы и интерфейсы
Протоколов напридумывали и используют кучу: ModBus (RTU, TCP, ASCII), Profibus, Profinet, CAN, HART, DF1, DH485 и т.д. Некоторые особо хитрые производители реализуют свои протоколы поверх общепринятых.
Я достаточно тесно знаком с интерфейсами RS232/485 и протоколами Modbus. RS232 это всем знакомый COM-порт, с тремя основными линиями: Tx (transmit, передача), Rx (recieve, получение) и GND (ground, земля). RS485 это асинхронный полудуплексный последовательный интерфейс по 2 проводам (совмещённые Tx/Rx+ и Tx/Rx-) или 4 проводам (отдельно Tx+, Tx-, Rx+, Rx-) с разностью потенциалов на каждой паре от 2 до 10 вольт.
А модбас это в общем-то нехитрая штука, с проверкой целостности пакета по чексумме, подтверждением доставки и корректности запроса — или ответом, почему запрос неверен. В сети модбас есть два вида устройств: master — инициирует обмен; slave — выполняет запросы мастера. Пакет от мастера расходится ко всем слейвам, которые сравнивают адрес назначения со своим, если сходится, то смотрят следующие два байта — это команда работы с регистрами памяти — чтение/запись (за исключением нескольких редко используемых служебных команд), потом байты адреса и непосредственно данных, в конце чексумма. Достаточно подробно и понятно расписано на википедии.
Программная начинка
Первое, что нужно сказать, программа в ПЛК выполняется циклически с определённой частотой. Возможности зависят от контроллера, обычно это где-то 20, 50, 250 мс, 1, 2, 3, 4, 5 с. Естественно, это не гарантирует выполнение кода именно за такой промежуток времени, нельзя большие программы пихать в цикл 20 мс, к началу следующего цикла предыдущий должен быть завершён.
Второе, это языки программирования. По идее программируются ПЛК на языках, определённых стандартом МЭК61131:
Это «по идее». Но, например, Siemens придерживается своего наименования языков, а у B&R есть возможность писать на ANSI C.
Самые используемые контроллеры, безоговорочно, у Siemens и Allen Bradley (последним, к слову, принадлежит Rockwell Automation со своей линейкой SCADA-пакетов RSView). За ними по пятам идут Schneider Electric; ОВЕН; General Electric; AutomationDirect; ICP DAS; Advantech; Mitsubishi Electric; B&R.
Заключение
Использование данных решений позволяет:
В действительности рассматриваемые системы включают не только технические и программные средства. В их состав входят разные виды обеспечения, в частности, метрологическое, эргономическое, информационное, организационное. При автоматизации управлении значительно облегчается работа человека, когда требуется контролировать, стабилизировать, управлять процессами производства. Но данные системы не исключают человеческий фактор. Ответственные сотрудники должны отслеживать, чтобы оборудование, задействовало в процессе, работало нормально, осуществлять контроль параметров технологического процесса.
Аппаратные средства автоматизированных систем включают в себя такие составляющие:
Программным обеспечением АСУ ТП считаются такие составляющие:
К программному обеспечению также относятся такие средства, которые отвечают за то, чтобы технологические программы исполнялись, специальное ПО.
Использование автоматизированных систем решает сложные задачи, делает управленческую деятельность более гибкой и качественной.

Особенности структуры и функционирования
Управленческая система автоматизированного типа измеряет существующие параметры процесса, используя интеллектуальные средства, управляет этим процессом. Нижний и полевой уровни системы оснащены датчиками, полевыми приборами, исполнительными механизмами. Контролируемые параметры передаются датчиками в виде сигналов на контроллеры, которые считаются среднем уровнем автоматизированной системы. Данные промышленные контроллеры обеспечивают регулирование в автоматическом режиме, управление логическое и командное, запуск оборудования и приборов и их остановку, защиту, если произойдет авария, отключение. Данные от контроллеров поступают на сервера, станции инженерные и операторские, как верхний уровень управления. Их получает диспетчер.
Использование качественной автоматизированной управляющей системы необходимо для того, чтобы управлять процессами и контролировать их ход, проводить анализ и планировать работу, собирать, учитывать и хранить данные, обеспечить автоматическую защиту, мониторить и регулировать.
В обязанности сотрудника на должности диспетчера входит постоянно наблюдать за ходом производственного процесса, осуществлять дистанционное управление приборами. Верхний уровень должен обеспечивать формирование отчетности, обработку и архивацию данных на системном сервере. Диспетчер видит всю информацию, которую принимают станции, на мониторе в режиме онлайн. Данные в числовом и графическом выражении передается, как мнемосхема объекта управления, которой удобно пользоваться. На основании информации, поступившей на контроллер, осуществляется выработка управленческих сигналов, которые должны выполнять механизмы исполнительного типа. Также контроллер может различить, когда параметры, которые были заданы для конкретного процесса, выше или ниже предельных значений, подавая сигнал, иногда, чтобы исключить аварийную ситуацию, блокирует функционирование установки.
Использование автоматизированной системы управления позволяет значительно улучшить планирование, противоаварийный контроль и защиту, что позволяет сделать технологические процессы высококачественными. При помощи автоматизированной системы можно использовать ресурсы предприятия эффективнее и экономнее, повысить производительность труда, снизить затраты, повысить конкурентоспособность и получать максимальную прибыль. С внедрением системы управления увеличится выход продукции, стабилизируются показатели производства, снизятся материальные затраты, технологические режимы будут более рациональными и безопасными, показатели качества продукции повысятся.
Профессиональная разработка качественной и эффективной системы АСУ ТП
Наша компания специализируется на разработке АСУ ТП любой сложности. Квалифицированные специалисты обладают необходимыми знаниями и большой опыт в разработке производственных комплексов и отдельных установок. Обратившись к нам, каждый получает полный спектр работ, который начинается с разработки технического задания и заканчивается вводом системы в эксплуатацию. Мы гарантируем надежную работу системы автоматизации без отказов.
Прежде чем приступить к разработке систему автоматизированного управления, специалисты проведут исследование объекта, чтобы учесть все его особенности. Использование наших АСУ позволяет в короткие сроки получить высокую экономическую эффективность, затраты окупятся очень быстро. У нас можно заказать АСУ под ключ и отдельные виды работ.
Наши главные принципы в работе: все работы проводятся максимально качественно, выбираются надежные технические и программные средства, внедряются современные конструктивные и производственные решения.
Выбор типа регулятора
Уровень магистральной сети является связующим звеном между контроллерами и станциями оператора. Основой этого уровня АСУТП можно считать цифровую промышленную сеть, состоящую из многих узлов, обмен информацией между которыми производится цифровым способом.
Принцип работы АСР и законы регулирования
Все процессы управления, и в частности регулирования, имеют общие закономерности, не зависящие от конкретных целей и объектов управления.
Для лучшего понимания, рассмотрим процесс управления на примере процесса регулирования уровня в емкости при произвольно изменяющемся потреблении жидкости.

Регулирование уровня в емкости:
1 – клапан; 2 – емкость; 3 – насос.
Стабилизировать уровень на конкретном заданном значении можно изменением притока в зависимости от отклонения уровня от заданного значения. Примем, что вначале уровень в емкости постоянный и равен заданному. Случайное уменьшение потребления вызовет отклонение уровня выше заданного, и в такой ситуации прикрывают клапан на притоке. При отклонении уровня ниже заданного значения клапан, наоборот, больше приоткрывают.
Этот процесс регулирования также состоит из пяти составляющих. Во-первых, получение информации о заданном значении уровня. В данном случае это значение заранее известно. Во-вторых, получение информации о фактическом уровне, т. е. его измерение. В-третьих, определение величины и знака отклонения уровня от заданного. В-четвертых, установление требуемого изменения притока в зависимости от величины и знака отклонения. В-пятых, изменение притока открытием или закрытием клапана.
В данном примере процесс управления был неавтоматическим: в нем принимал участие человек, в то время как в АСР процесс управления осуществляется автоматически. Так, регулировать уровень в емкости автоматически можно, например, с помощью АСР, показанной на рисунке ниже.

Автоматическое регулирование уровня в емкости:
1 – поплавок; 2 – рычаг; 3 – шток; 4 – клапан.
Поплавок 1 в этой системе перемещается вместе с уровнем, а клапан 4 изменяет расход на притоке. Поплавок связан с клапаном через поворотный рычаг 2 и прикрепленный к нему шток 3.
В такой АСР любое отклонение уровня от заданного, вызванное колебаниями потребления, приведет к перемещению поплавка и связанного с ним клапана. При отклонении уровня выше заданного клапан будет прикрываться, а при отклонении ниже заданного, наоборот, приоткрываться.
Таким образом, в этой системе все указанные составляющие процесса регулирования выполняются автоматически: при отклонении уровня от заданного значения поплавок отклоняет рычаг, а перемещение штока изменяет степень открытия клапана и приводит тем самым к требуемому изменению притока.
Из рассмотренного примера видно, что для управления любым объектом необходимо получить информацию о заданном и фактическом его состоянии, определить отклонение фактического состояния от заданного, и на основе данных параметров выработать целенаправленное воздействие на объект и осуществить его.
В процессе работы системы автоматического регулирования регулятор сравнивает текущее значение измеряемого параметра Х, полученного от датчика Д, с заданным значением (заданием Z) и устраняет рассогласование регулирования e (e=Z-X). Внешние возмущающие воздействия также устраняются регулятором. Структурная схема непрерывного регулятора с аналоговым выходом приведена на рисунке ниже.

Таким образом любой регулятор имеет два входа (задание и переменная) и один выход (управляющий сигнал).
Функции и предназначение АСУ ТП
АСУ ТП – автоматизированная система управления технологическими процессами, которая представляет собой совокупность технических и программных средств, позволяющая в автоматическом режиме управлять оборудованием на предприятиях промышленной сферы.
Она может быть составляющим элементом общей системы, обеспечивающей автоматизацию управления предприятием.
Как правило, данная система – это эффективное решение, автоматизирующее операции, как в целом всего производства, так и отдельного участка, который обеспечивает выпуск конкретного продукта.
«Автоматизированное» управление следует отличать от «автоматического», потому что для выполнения конкретных действий необходимо, чтобы участвовал человек, в частности, контролировал ход процесса, а также по той причине, что для некоторых операций крайне сложно и нецелесообразно автоматизировать.
На сегодняшний день автоматизированные системы управления используется практически во всех направлениях промышленной сферы. Сегодня можно разработать систему, которая автоматизирует разные процессы, в частности, выгрузку, прием, хранение, фильтрацию, переработку, измерение, дозировку и др. В зависимости от того, какие элементы входят в систему, определяются их возможности и уровень качества функционирования объекта, который был автоматизирован.

Автоматическая идентификация объектов учёта на производстве при помощи RFID оборудования и программного обеспечения Wonderfid
Одна из статей затрат – это внедрение специальных меток для распознавания станков или других машин. Технология заключается в радиочастотном опознании. Полное название – Radio Frequency IDentification. Ее применяют не только на производстве. Она активно задействована в сфере транспорта. Например, по ней работают чипы в картах для бесконтактной оплаты проезда в метро или автобусах. Еще одна область – заграничные паспорта нового поколения, которые по желанию получателя выдаются в Российской Федерации с 2009 года. В последнее время этот метод набирает популярность и занимает существенную долю рынка.
Метка RFID состоит из нескольких элементов, которые обеспечивают ее функционирование. К ним относятся:
Сканирование осуществляется при помощи специальных приборов – считывателей. Кроме того, эти устройства ведут запись и выполняют особые команды. К примеру, удаление для обеспечения конфиденциальности.
Существует несколько разновидностей конструкций. Самая распространенная – это дисковая. Она изготавливается из пластика. В центре расположено отверстие для крепления посредством винта.
Распространены также варианты в форме стеклянной или пластиковой колбы. Такие применяются в ветеринарии – вводятся под шкуру животных. Кроме того, на рынке представлены решения для работы в ситуациях, где нужна устойчивость к механическим повреждениям.
Описанная технология широко применяется на производстве в различных областях. С ее помощью происходит идентификация запасов на складе. Владелец предприятия может отслеживать количество товаров, потери. К тому же это помогает автоматизировать процесс менеджмента.
Если речь идет о производстве, то с помощью RFID оборудования ведется мониторинг количество инструмента, произведенной продукции и персонала..
Печать этикеток – сложный технологический процесс. Для его проведения задействуется специализированное ПО. Одна из распространенных программ – это Wonderfid. В ней задействована запатентованная технология. В отличие от аналогов пользователь может одновременно печатать и кодировать метки на специальных принтерах.

Принцип действия
Схема работы систем и средств управления технологическими процессами (АСУПТ) – это необходимые изменения их параметров посредством задействования интеллектуальных методов измерения и последующего оперирования.
Весь комплекс состоит из датчиков, полевого оборудования, исполнительных механизмов. Индикаторы фиксируют данные, которые необходимо контролировать. Также они подают сигнал на промышленные контроллеры. Еще один элемент – программируемые машины. Их часто обозначают аббревиатурой ПЛК. Это средний уровень АСУ ТП. На нем осуществляется запуск и остановка станков, аварийное отключение, а также контроль всех функций.
В это время диспетчер занимается отслеживанием производственного процесса. Еще одна его задача – удаленное управление работой всех механизмов. На верхнем уровне происходит составление регулярных отчетов и архивация поступающих данных.
До операторов доводится вся необходимая для мониторинга информация. Данные отображаются в виде мнемосхемы. На их основе контроллер принимает решения и передает сигналы исполнительным машинам.
Структурные особенности
Автоматизированная система управления технологическим процессом — это структура, которая состоит из нескольких уровней. На каждом из них осуществляется определенный набор действий, направленный на улучшение эффективности и производительности. Нижний и полевой укомплектованы индикаторами, а также исполнительным оборудованием. Средний отвечает за считывание сигналов, которые передаются датчиками. Как было указано ранее, на верхнем происходит составление отчета о функционировании, обработке данных и архивировании.
Описанная схема позволяет руководителям предприятий повысить показатели, повысить объемы выпускаемой продукции. В результате увеличивается прибыль компании.

Уровни АСУТП
АСУТП подразделяется на 4 уровня:
• уровень технологического процесса (полевой уровень);
• уровень контроля и управления технологическим процессом (контроллерный уровень);
• уровень магистральной сети (сетевой уровень);
• уровень человеко-машинного интерфейса (верхний уровень).

Автоматизированная система управления технологическим процессом
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 29 декабря 2021 года; проверки требуют 4 правки.
Под АСУТП обычно понимается целостное решение, обеспечивающее автоматизацию технологических процессов. Частным случаем может быть автоматизация на производстве в целом или каком-то его участке, выпускающем относительно завершённое изделие. АСУТП как и технологический процесс не привязаны к производству каких либо изделий и могут представлять собой представление услуги, к примеру Технологический процесс подготовки воздуха в здании, Технологический процесс очистки воды или сточных вод.
Понятие «автоматизированный», в отличие от понятия «автоматический», подчёркивает необходимость участия человека в отдельных операциях, как в целях сохранения контроля над процессом, так и в связи со сложностью или нецелесообразностью автоматизации отдельных операций.
Существует ряд преимуществ у использования указанных комплектов. Прежде всего, система АСУ ТП – это отличная возможность увеличить эффективность установленной на предприятии техники. Кроме того, эта совокупность мер позволяет исключить ошибки в рабочих процессах и сделать их мониторинг более удобным. Еще одна сильная сторона подобного подхода к делу – это шанс обнаружить и в кратчайшие сроки исправить все неполадки, которые возникли в результате ручного управления.
Внедрением новых методик, обслуживанием коммуникаций, а также принятием всех важных решений внутри организации, связанных с технологиями, занимается отдел АСУ ТП.
Виды
Существует несколько стандартных типов мер, которые применяются на предприятиях. Прежде всего, это уже знакомые нам АСУ технологическими процессами и производством. Они предназначаются для решения проблем, связанных с оперативным управлением на заводе, в сфере транспорта и других отраслях.
Следующая разновидность – это автоматизация интеллектуального труда. Вычислительное оборудование способствует облегчению умственной работы человека.
Выделяют также автоматизированные системы управления производством. Их применяют для поиска путей реализации программ, связанных с входящей и исходящей логистикой, учетом товаров, планирования и схожих задач. Еще один тип – функциональные. Они нужны для разработки плановых расчетов и других целей.

Определение параметров объекта управления
Объектом управления называется динамическая система, характеристики которой изменяются под влиянием возмущающих и управляющих воздействий. Объектами управления могут быть механизмы, машины и аппараты, в которых протекают технологические процессы (измельчение, перемешивание, кристаллизация, сушка и т.п.).
Одной из основных характеристик объекта управления является его передаточная функция. Для получения передаточной функции ОУ необходимо изменить на небольшую величину входной параметр ОУ и отслеживать во времени выходной параметр ОУ до тех пор, пока он не примет стабильное неменяющееся значение.

Из переходной функции ОУ можно вычислить следующие характеристики:
1. К – коэффициент усиления ОУ;
2. Т – постоянная времени ОУ (время нарастания);
3. τ – время запаздывания ОУ.
Эти характеристики являются основными и необходимы при выборе и расчете настроечных параметров регуляторов.
Программируемый логический контроллер
Программи́руемый логи́ческий контро́ллер (ПЛК) (англ. Programmable Logic Controller, PLC) или программируемый контроллер — электронная составляющая промышленного контроллера, специализированного (компьютеризированного) устройства, используемого для автоматизации технологических процессов.
Классификационные признаки
Существует несколько основных критериев, по которым разделяются автоматизированные системы управления технологическими процессами АСУ ТП. Первый – это сфера функционирования. Например, объект может быть задействован в строительной отрасли, сельском хозяйстве, химической промышленности и многих других.
Второй – это разновидность операций, которыми руководят. К примеру, экономические, технологические и так далее. Последний параметр – это уровень, на котором осуществляется менеджмент – цех, завод, министерство.
Определение настроечных параметров регулятора
На основании формул таблицы настройки регуляторов рассчитываем параметры регулятора в зависимости от типа желаемого переходного процесса:

Качество настройки контуров управления напрямую влияет на стабильность ведения технологических процессов и получение продукции требуемого качества.
Процесс АСУТП, Обозначение АСУТП
Очень часто в публицистике и специализированной литературе используется буквосочетание для обозначения этого комплекса мер. Прежде чем разбираться в сути понятия, которое описывается в данном материале, необходимо выяснить, как расшифровывается аббревиатура АСУ ТП. Как уже было указано выше, это автоматизированные системы управления технологическими процессами.
Теперь стоит подробнее разъяснить, что они представляют собой. Если кратко, то это совокупность решений, которые направлены на осуществление различных операций на предприятии. Они включают в себя как оборудование, так и специализированное программное обеспечение, применяются в разных отраслях промышленности, сфере транспорта, энергетике и многих других. Чтобы не возникало путаницы, крайне важно понимать, в чем отличие между автоматическими и автоматизированными типами управления. Последние характеризуются тем, что некоторые функции сохраняются за сотрудниками – операторами. Как правило, это задачи, которые невозможно делегировать машинам.

Существует несколько основных функциональных предназначений. Прежде всего – это планирование и прогнозирование. Таким образом можно рассчитать показатели от деятельности компании в будущем. Еще одна причина, по которой владельцы фирм прибегают к использованию подобных методов, это возможность производить обработку информации – хранить, мониторить, тиражировать, а также преобразовывать полученные данные. Кроме того, система автоматизации и управления технологическими процессами расширяет возможности для передачи важных сведений лицам, ответственным за принятие решений, а также для создания новых.

Структура
Как было указано ранее, комплекс мер состоит из нескольких уровней. У каждого из них собственная функция. Задача нижнего уровня – это сбор показателей и передача сигналов на промышленные контроллеры. Те, в свою очередь, считаются средней ступенью. Цель такой техники заключается в запуске, остановке, аварийном отключении и регулировке работы машин в автоматическом режиме. Информация поступает на сервера, а также станции – операторские и инженерные. Эти приспособления считаются верхом всей структуры. На нем нужно производить обработку и архивацию. Данные передаются живым работникам – диспетчерам. В обязанности этого человека входит мониторинг, а также дистанционное управление механикой.
Пропорциональный закон регулирования, П-регулятор

Принцип действия заключается в вырабатывании регулятором управляющего воздействия на объект пропорционально величине ошибки (чем больше ошибка е, тем больше управляющее воздействие Y).
Настроечным параметром будет являться коэффициент усиления (коэффициент пропорциональности) КР.
Интегральный закон регулирования, И-регулятор
Управляющее воздействие пропорционально интегралу от ошибки. Настроечным параметром будет являться коэффициент интеграции (время интегрирования) КI.

Пропорционально-интегральный закон регулирования, ПИ-регулятор
ПИ-регулятор представляет собой сочетание П и И регуляторов. Настроечными параметрами будут являться коэффициент интеграции (время интегрирования), коэффициент усиления (коэффициент пропорциональности) КI и КР.

Дифференциальный закон регулирования, Д-регулятор
Д-регулятор генерирует управляющее воздействие только при изменении регулируемой величины. Настроечным параметром будет являться коэффициент дифференциации (время дифференцирования) КD.

Пропорционально-дифференциальный закон регулирования, ПД-регулятор
ПД-регулятор представляет собой сочетание П и Д регуляторов. Настроечными параметрами будут являться коэффициент дифференциации (время дифференцирования), коэффициент усиления (коэффициент пропорциональности) КР и КD.

Интегрально-дифференциальный закон регулирования, ИД-регулятор
ИД-регулятор представляет собой сочетание И и Д регуляторов. Настроечными параметрами будут являться коэффициент дифференциации (время дифференцирования), коэффициент интеграции (время интегрирования) КI и КD.

Пропорционально-интегрально-дифференциальный закон регулирования
ПИД-регулятор представляет собой сочетание П, И и Д регуляторов. Настроечными параметрами будут являться коэффициент дифференциации (время дифференцирования), коэффициент усиления (коэффициент пропорциональности), коэффициент интеграции (время интегрирования) КI , КР и КD.

Контроллерный уровень
Уровень контроля и управления процессом выполняет функции сбора и первичной обработки дискретных и аналоговых сигналов, выработки управляющих воздействий на исполнительные механизмы.
Оборудование среднего уровня составляют программируемые контроллеры, устройства связи и с объектом (УСО), шкафы кроссовые и шкафы с контроллерами и вспомогательными средствами автоматизации и вычислительной техники.
Контроллер – устройство, предназначенное для получения в реальном времени информации с датчиков, преобразования ее и обмена с другими компонентами системы автоматизации (компьютер оператора, монитор, база данных и т. д.), а также для управления исполнительными механизмами.






