

- Частота вращения шпинделя токарного и фрезерного станка – расчет числа оборотов по формуле
- Что такое скорость и частота вращения шпинделя
- Типы шпинделей по числу оборотов
- Как определить частоту вращения шпинделя
- Уделяем внимание исходным данным
- Применяем формулу оборотов шпинделя
- Выбираем инструмент и станок
- Выполняем расчет оборотов шпинделя и режима резания
- Проводим заключительный этап
- Расчет скорости вращения шпинделя токарного или фрезерного станка
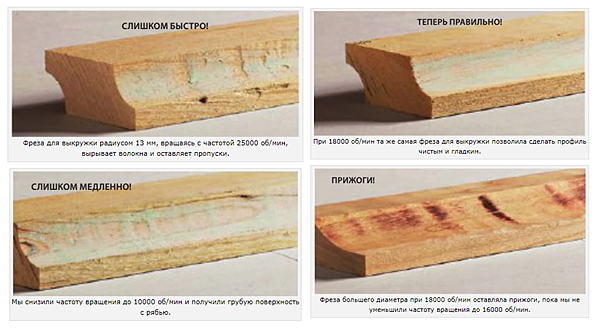
- Распространенные ошибки при выборе режимов резания
- Рекомендации по выбору режима резания
- Число оборотов шпинделя токарного станка слишком велико
- Скорость подачи слишком мала
- Налипание отходов при фрезеровании алюминиевых деталей
- Обработка глубоких отверстий
- Как фрезеровать пазы
- Токарно-винторезный станок 16К20
- Кинематическая схема токарно-винторезного станка 16К20
- Заводская маркировка и обозначения
- Предельные параметры
- Габариты токарно-винторезного станка 16К20
- Основные узлы
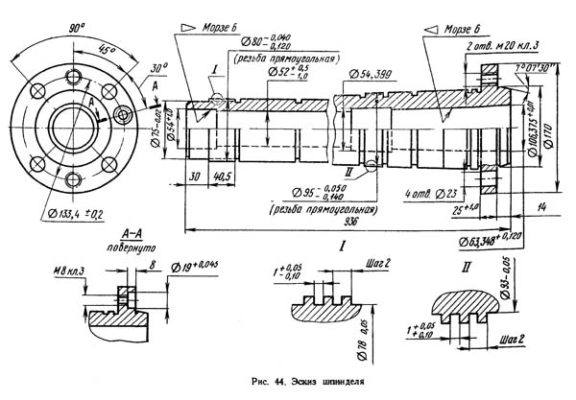
- Шпиндель
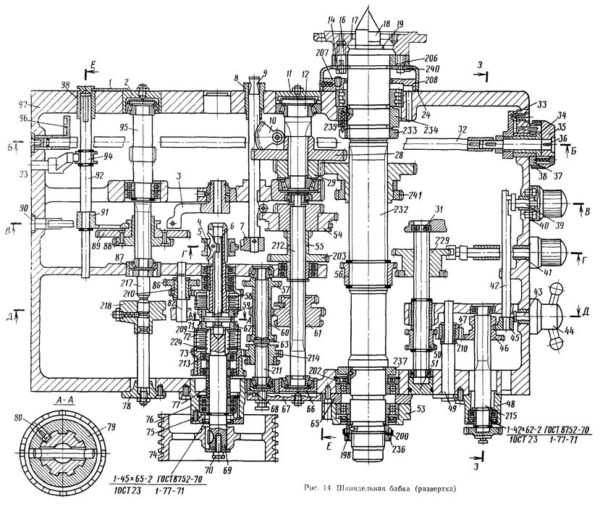
- Шпиндельная бабка
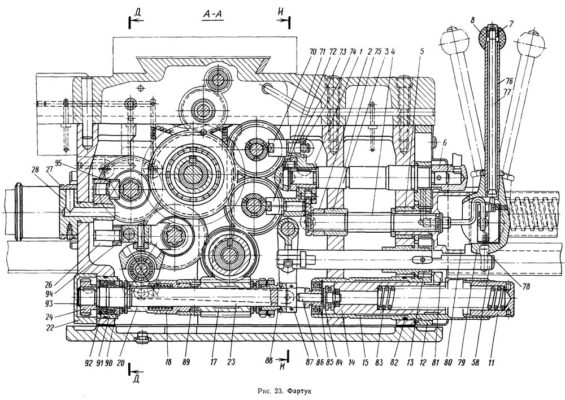
- Фартук
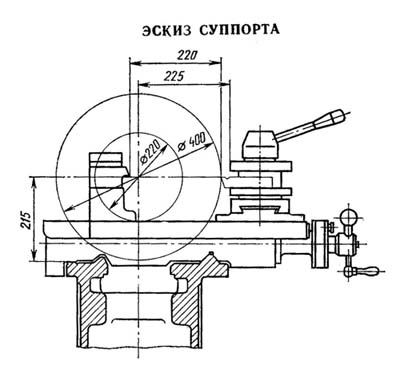
- Суппорт
- Задняя бабка
- Схема электрическая принципиальная
- Принцип работы станка
- Главное движение
- Движение подачи
- Продольная и поперечная подачи суппорта
- Нарезание многозаходной резьбы
- Обработка фасонных поверхностей
- Профилактика и ремонт
- Неисправности и их устранение
- Аналоги токарно-винторезного станка 16К20
- 7 Окружная сила резания, Pz
- 8 Мощность резания, Nрез, кВт
- 9 Определение скорости резания
- 10 Частота вращения шпинделя n, об/мин
- 11 Окружная сила резания, Pz, кгс
- 12 Мощность резания, Nрез, кВт
- 13 Расчет технических норм времени
- Операция 005 точения
- Операция 010 точения
- Скорректировать подачу в зависимости от допустимых режущих свойств инструмента – Sр.
Частота вращения шпинделя токарного и фрезерного станка – расчет числа оборотов по формуле

При выборе режима обработки детали специалисту нужно в равной степени учитывать как производительность оборудования, так и чистоту исполнения готовой поверхности. Баланс между ними напрямую зависит от таких параметров, как скорость подачи и частота вращения шпинделя токарного или фрезерного станка.
Рассмотрим характеристики максимально подробно, ведь они особенно важны в условиях современной многозадачности техники. В одну-единственную программу управления может быть заложена и контурная резка, и нанесение гравировки, и расширение сквозных отверстий, причем пластиковых, металлических, деревянных, композитных заготовок, различающихся между собой структурой, размерами, сопротивлению резанию. Поэтому просто необходимо грамотно регулировать входные данные – чтобы избежать обжогов, шероховатостей, преждевременного затупления рабочих кромок.
Уделим внимание всему, что связано с настройкой.
Что такое скорость и частота вращения шпинделя
Начнем с определений. В случае с подачей это динамика линейного перемещения – вала, каретки, портала – за единицу времени. Оказывает прямое влияние на объем снятия материала, поэтому ее стараются максимизировать, но так, чтобы целостность резца не подвергалась риску. Если задать избыточное значение характеристики, такое, какое инструмент не сможет выдержать на практике, это обернется сколами на лезвии или деформацией хвостовика. Также нужно учитывать чрезмерный нагрев: в погоне за производительностью не стоит жертвовать остротой и ресурсом кромок.
В свою очередь, частота вращения шпинделя – это то количество оборотов, которое он совершает за определенный срок. Чем она выше, тем большее количество деталей можно обработать за единицу времени, но и тем быстрее резец выходит из строя. Почему? Потому что выделяемое в процессе гравировки или расточки тепло просто не рассеивается до конца и негативно влияет на все элементы системы в принципе. На практике величина данного параметра автоматически регулируется встроенной электроникой – в портальном оборудовании, в том числе и с ЧПУ, в составе которого нет конструкционно сложных механических узлов (например, коробок передач).
Типы шпинделей по числу оборотов
По данному показателю все валы разделяют на 3 категории:
Как определить частоту вращения шпинделя
Для этого необходимо создать технологическую карту изготовления детали. Вопрос решается в 5 этапов – рассмотрим каждый из них.
Уделяем внимание исходным данным
Нужно определить следующие параметры (в том числе и конкретные значения некоторых из них):
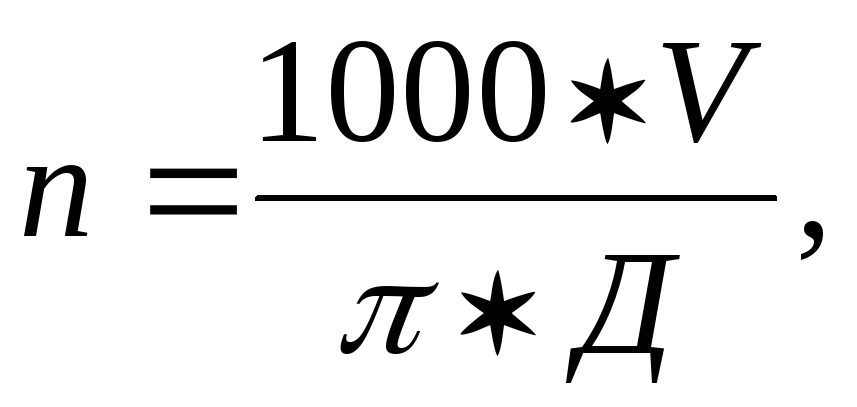
Применяем формулу оборотов шпинделя
Согласно ей, частота вращения находится как:
Свое влияние на производительность технологической операции оказывает преобразователь (облегчает изменение параметров) и инвертор (частично компенсирует потерю крутящего момента при резком замедлении вала). Но при прочих равных на первый план по степени важности выходит сечение лезвия и конструктивные особенности самого оборудования.
Выбираем инструмент и станок
Раз чрезмерная частота вращения шпинделя (из формулы и объяснений выше) убыстряет износ кромок, логично отдавать предпочтение резцу, способному выдерживать максимально большое количество оборотов. Для этого он должен быть исполнен из износостойкого сплава или просто оставаться подходящей формы. Например, фрезы для создания канавок продержатся дольше тех, что предназначены для создания плоских поверхностей.
Если есть такая возможность, обязательно проводите визуальный осмотр инструмента, внимательно проверяя его на отсутствие изъянов: даже мельчайшие дефекты со временем разовьются и точно убыстрят износ.
При выборе оборудования учитывайте, какие задачи оно будет решать. Нанесение резьбы требует одной производительности, сверление или формовка корпусных деталей – уже другой, блок ЧПУ может убыстрять или замедлять работу и так далее. Возможности промышленного будут отличаться о того, что предназначено для домашней мастерской, и тому подобное.

Выполняем расчет оборотов шпинделя и режима резания
Составляется технологическая карта, а уже на ее основе – необходимые чертежи с информативными таблицами. При этом частота находится путем подстановки значений в указанную формулу. Диаметр – это известная или, по крайней мере, измеряемая величина, скорость перемещения – тоже. Исходя из ее показателей и принимается решение о производительности, с которой будет функционировать оборудование.
Проводим заключительный этап
После этого осуществляется проверка, в ходе которой определяется:
С учетом результатов пробного запуска делается вывод об эффективности и актуальности режима и устанавливается, нужно ли вносить какие-либо изменения.
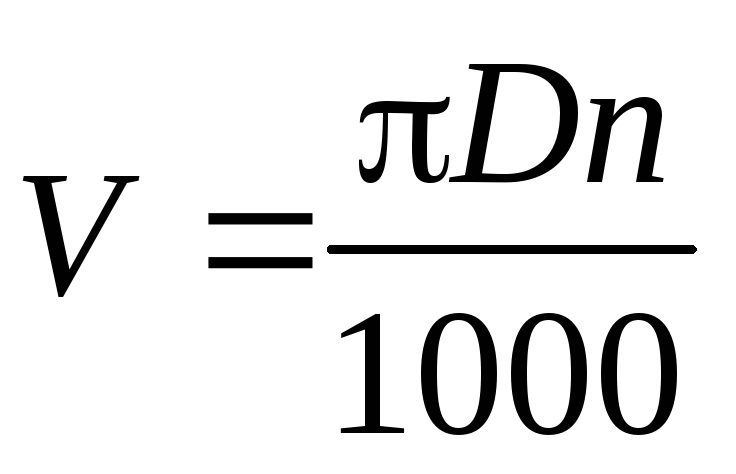
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:
Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.
Рекомендации по выбору режима резания
Рассмотрим еще несколько распространенных случаев и те стандартные и проверенные на практике решения, которые допустимо и рационально применять в данных ситуациях.
Число оборотов шпинделя токарного станка слишком велико
Даже минимальное для оборудования количество может быть чрезмерным. Чаще всего это наблюдается тогда, когда лезвием большого диаметра пытаются обработать какой-то материал повышенной прочности. Можно предпринять следующее:
Скорость подачи слишком мала
Если привод стабильно не обеспечивает необходимую производительность труда, можно принять одно из следующих решений:
Налипание отходов при фрезеровании алюминиевых деталей
Данный металл отличается низкой температурой плавления и поэтому в значительном количестве остается на поверхности разогревшейся кромки. Новички часто решают этот вопрос путем замедления техпроцесса, но ведь это значительно снижает производительность труда, и выпуск заготовок обходится дороже.
Поэтому нужно поступить по-другому, а именно пересмотреть состав смазочно-охлаждающей жидкости, а если он в норме, то использовать его в большем объеме. Если оборудование в принципе не потребляет СОЖ, необходимо внедрить одно из альтернативных решений, допустим, удалять стружку вакуумным методом или периодически продувать зону контакта сжатым воздухом.
Обработка глубоких отверстий
В данную категорию попадают те, чья глубина в 6 раз больше диаметра. В этой ситуации важно не столько число оборотов шпинделя (формула его вычисления не поменялась), сколько специфика выполнения операции. Чтобы предотвратить поломку лезвия или его уход с оси, следует:
Как фрезеровать пазы
Для этого необходимо правильно соотнести глубину и ширину стружки с производительностью оборудования. Вы уже знаете, как рассчитать обороты шпинделя, а значит сможете без проблем вычислить скорость, обладая данными о диаметре фрезы.
Поэтому сосредоточим внимание на других закономерностях. Например, на том факте, что погружение в деталь способствует более равномерному распределению нагрузок, но оно же усиливает отгиб кромки и ухудшает отвод отходов. Ну а увеличение ширины приводит к замедлению обработки, а значит к производственным потерям.
Оптимальное сочетание в данном случае находится опытным путем: необходимо протестировать технику в самых разных режимах, и найти тот, который сможет лучше всего удовлетворять условиям выпуска. Важный момент: пробная заготовка должна быть идентична «реальной» во всем, в том числе и в материале исполнения. Только такой подход обеспечит необходимую точность результатов.
Теперь, когда вы знаете о вопросе все, вплоть до единицы измерения частоты вращения шпинделя (об/мин), можете заранее рассчитать, какая скорость нужны для выполнения актуальных технологических операций, и выбрать подходящее оборудование. Ответственные заводы-изготовители конструируют свои станки с учетом актуальных потребностей предприятий, включая в базовую комплектацию разнообразие инструментов, решений и технологий для обработки самых разных заготовок из металла, пластика, дерева. Именно такой подход исповедует ижевский «Сармат», в каталоге которого вы найдете сразу ряд достойных моделей – надежных, удобных в пользовании, высокопроизводительных, экономичных.

Токарно-винторезный станок 16К20
Высота центров – 200 мм.
Расстояние между центрами – до 1400 мм.
Высота от опорной поверхности резца до линии центров – 25 мм.
Мощность электродвигателя – Nст=10 кВт.
Мощность на шпинделе по приводу с учетом КПД – Nшп=7,8 кВт.
Продольные и поперечные подачи подачи: мм/об: 0,082; 0,088; 0,10; 0,11; 0,12; 0,13;0,14; 0,15; 0,16; 0,18; 0,20;0,23; 0,24; 0,25; 0,28; 0,30; 0,33; 0,35; 0,40; 0,45; 0,48; 0,50;0,55; 0,60; 0,65; 0,71; 0,80; 0,91; 0,96; 1,0; 1,11; 1,21; 1,28; 1,46; 1,59.
Наибольшее усилие, допускаемое механизмом продольной подачи – 360 кг, мехаизмом поперечной подачи – 550 кг.
Число оборотов шпинделя в минуту, max крутящий момент по мощности электродвигателя станка (Мкр), а также мощность на шпинделе приведены в таблице.
Выбираем геометрические параметры резца следующие:
Форма передней поверхности – плоская с фаской;
?=-10?; ?=8?; ?=45?; ?1=10?; ?=-5?; f=0.1 мм; r=1 мм.
Так как припуск невелик, срезаем его за один проход. Принимаем t=1 мм, что обеспечивает чистоту обработки Rz=20 мкм.
I. Подача допускаемая прочностью державки резца – Sпр.
Из условий прочности державки резца, изгибаемого силой Pz, определяем подачу:
В=16 мм; Н=25 мм; ?u=200 кг/мм (для незакаленной державки); t=1мм;
l – принимаем = 1.5 Н; l=38 мм.
По справочной таблице находим значения коэффициента Сpz и показателей степеней xpz и ypz:
Сpz=95; xpz=1; ypz=0.75.
Поправочные коэффициенты находим по таблице №4 мотодического пособия:
Кpz= Kм· K? · K? · Kv · Kh · Kr
K?=1 при ?=45?; K?=1.1 при ?=10?15?;
Kh=1; Kr=0.95 – при r=1 мм.
II. Подача, допускаемая жесткостью резца -Sжр.
Из условия предельно допустимого прогиба f, вызываемого силой Рz определяем подачу Sжр:
Е=20000 кг/мм2 (для чугуна);
В=16 мм; Н=25 мм; Сpz=95; Кpz=1,02.
III. Подача, допускаемая прочностью твердосплавной пластинки – Sпп.
Пластинка выдерживает максимальную нагрузку, которая может быть определена по следующей эмпирической формуле:
Рz=34·t0.77·C1.35·(sin60?/ sin?)0.8 кг.
Из этих условий определяем подачу:
С – толщина пластинки в мм, принимаем С=4 мм; ?=45? ;
t=1мм; Сpz=95; Кpz=1,02; xpz=1; ypz=0.75.
Рz=34·10.77·41.35·(sin60?/ sin45)0.8, кг.
IV. Подача, допускаемая прочностью механизма подач станка – Sмп.
Sмп=( Рмп/К· Сpz · txpz · Кpz)1/ypz мм/об.
Рмп=360 кг (по паспорту станка), К – принимаем 0.4;
Сpz=95; t=1 мм; xpz=1; ypz=0.75; Кpz=1,02.
V. Подача, допускаемая стабильностью (жесткостью изделия) – Sжд.
Под действием силы резания заготовка изгибается в результате чего понижается точность формы. В зависимости от величины прогиба, вызываемого силой, находим подачу:
Sжд.=(fд·?·Е·I/1.1· Сpz · txpz · Кpz ·L3)1/ypz мм/об.
L – длина детали, L=140 мм; Е=20000 кг/мм2 (для чугуна);
I=0.05D4, I=0.05·664=948737 мм4, ?=100 для детали, закрепленной в центрах.
fд=0.1 мм – для предварительного точения;
Сpz=95; xpz=1; Кpz=1,02
VI. Подача, допускаемая чистотой обработки – Sчо.
При продольном точении подача в зависимости от требуемой чистоты обработки поверхности может быть определена по формуле:
Sчо.=Сu·Rzy max·ru/tx·?z·?1z об/мин.
Сu=0.045, Rz =20мк , r =1 мм, t=1 мм, ?=45?, ?1=10?,
y=1,25, u=0.75, x=0.25, z=0.5.
Приведенная формула не учитывает влияние скорости резания на шероховатость поверхности, поэтому подачи, рассчитанные по ней, получаются обычно заниженными. Этот расчет можно считать весьма приблизительным. Поэтому для выбора подачи в зависимости от чистоты обработки воспользуемся специальными таблицами, составленными на основании обобщения результатов практики.
Выбираем подачу в зависимости от требуемой чистоты поверхности по таблице №2.
Для требуемой чистоты поверхности Rz=20 мкм:
Учитывая поправочный коэффициент на обрабатываемый материал – Кms=1, и на радиус при вершине Кrs=(r/1.5)0.7.
Sчо=0,7· Кms · Кrs =1·0.7·0.75=0,5625 мм/об.
VII. Подача, допускаемая мощностью станка – Sмс.
Мощность, затрачиваемая на резание должна быть равна или меньше мощности на шпинделе станка.
Из этих условий определяем максимально возможную подачу на каждой ступени чисел оборотов станка.
Sмс=(2Мшп/ Сpz · txpz · Кpz · D)1/ ypz.
ypz=0.75; Сpz=95; t=1 мм; xpz=1; Кpz=1,02.
Si=(2· Мшп /95·1·1,02·66)1/0.75.
S1-7=(2·130000/6395,4)1/0.75 =16.3 мм/об,
S 8 =(2·109000/6395,4)1/0.75=12.5 мм/об,
S 9 =(2·85500/6395,4)1/0.75=8.75 мм/об,
S10 =(2·67000/6395,4)1/0.75= 6.35 мм/об,
S11= (2·53000/6395,4)1/0.75= 4.76 мм/об,
S12= (2·40500/6395,4)1/0.75= 3.53 мм/об,
S13= (2·38000/6395,4)1/0.75= 2,69 мм/об,
S14= (2·30000/6395,4)1/0.75= 1.96 мм/об,
S15= (2·24000/6395,4)1/0.75= 0,91 мм/об,
S16= (2·18000/6395,4)1/0.75= 1 мм/об,
S17= (2·14600/6395,4)1/0.75= 0.76 мм/об,
S18= (2·11400/6395,4)1/0.75= 0.51 мм/об,
S19= (2·9000/6395,4)1/0.75= 1.21 мм/об,
S20= (2·7000/6395,4)1/0.75= 0.88 мм/об,
S21= (2·5550/6395,4)1/0.75= 0.54 мм/об,
S22= (2·4180/6395,4)1/0.75= 0.37 мм/об,
VIII. Подача, допускаемая стойкостью резца – Sср.
Значения коэффициента Сv и показателей степени xv и yv , а также величину найвыгоднейшей стойкости Т берем по справочной таблице №5.
Сv=227; xv=0.15; yv=0.35; m=0.2; Т=60 мин.
Км=(75/90)1.25=0.83; Ксм=0.95 (нормализация);
К?=1 (?=45?); К?1=1 (?1=10?); Кr=0.86 (r=1 мм); Кf=1 (форма передней поверхности – плоская отрицательная).
Кv= Км· Ксм· Кк · Кми · К? · К?1· Кr · Кf = 0,83·0,95·0.86·1 ·1·1·1·1=0,678
Sср=(1000· Сv · Кv/ Тm·txv·?·D·n)1/yv мм/об
Sср=(1000·227·0.678/600.2·1.50.15·3.14·90· n)1/0.2 =(227/n)2.86
S 1=(571,6/11.5)2.86=5065,6 мм/об
S 2=(571/14,5)2.86= 2610.4 мм/об
S 3=(571/19)2.86=1205 мм/об
S 4=(571/24)2.86= 617.7 мм/об
S 5=(571/30)2.86= 326.3 мм/об
S 6=(571/37,5)2.86= 172,3 мм/об
S 7=(571/46)2.86= 96.1 мм/об
S 8=(571/58)2.86= 49.5 мм/об
S 9=(571/76)2.86= 22.8 мм/об
S10=(571/96)2.86= 11.7 мм/об
S11=(571/120)2.86= 6.19 мм/об
S12=(571/150)2.86= 3.27 мм/об
S13=(571/184)2.86= 1.82 мм/об
S14=(571/230)2.86= 0.96 мм/об
S15=(571/305)2.86= 0,42 мм/об
S16=(571/380)2.86= 0,22 мм/об
S17=(571/480)2.86= 0,11 мм/об
S19=(571/370)2.86= 0,24 мм/об
S20=(571/460)2.86= 0,13 мм/об
S21=(571/610)2.86= 0,059 мм/об
S22=(571/770)2.86= 0,03 мм/об
Результаты расчета сводим в таблицу.
В качестве технологической подачи (т.е. максимально допустимой из условий обработки) на каждой ступени чисел оборотов берем наименьшую из расчетных
и корректируем ее по станку. Анализ таблицы показал, что наивыгоднейшей ступенью является 12 (n=150 об/мин). На этой ступени получается наибольшая производительность.
По числу оборотов рассчитываем скорость резания:
Наивыгоднейшие режимы резания:
t=1 мм, n=150 об/мин,
S=0,35 мм/об, V=75,36 м/мин.
Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема представлена для понимания связей и взаимодействия основных элементов токарного станка. На схеме указаны числа зубьев шестерен(z). Звездочкой обозначено число заходов червяка.
Описание кинематической схемы 16К20
От электродвигателя Д1 вращение передается на входной вал II коробки передач станка через клиноременную передачу. Муфта на этом валу через двойной блок зубчатых колес 56/34 или 51/39 позволяет получить прямое вращение вала III. Либо, через зубчатые колеса 50/21 и 36/38 — обратное вращение вала. Вал IV получает через блок зубчатых колес 29/47, 21 /55 или 38/38 шесть частот вращения в прямом направлении, что соответствует вращению шпинделя против часовой стрелки. А так же три частоты вращения в обратном направлении. С вала IV’ шпиндель VII получает двенадцать высоких частот вращения (либо шесть в обратном направлении) через двойной блок зубчатых колес 60/48 или 30/60 .
Двенадцать низких частот вращения шпинделя через валы IV и VI перебора передаются с помощью двойного блока зубчатых колес 45/45 или 15/60 и зубчатых передач 18/72 и 30/60. Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
На высоких частотах вращения шпинделя группа зубчатых колес на валах V и VI не участвует в передаче мощности от двигателя на шпиндель. Это позволяет повысить динамические свойства привода главного движения. При этом уменьшается время разгона шпинделя и его торможения, уменьшаются вибрации и повышается долговечность станка. Всего на шпиндель передается 22 частоты вращения, так как две частоты совпадают.
Перемещение суппорта при нарезании резьбы, при продольной или поперечной подаче осуществляется по кинематической цепи механизма подач. От шпинделя VII через зубчатые колеса 60/60 вращение передается валу VIII. Для увеличения шага нарезаемой резьбы или подачи используется звено увеличения шага. Через зубчатые колеса 45/45 с вала IV снимается вращение, что позволяет увеличить подачу (или шаг нарезаемой резьбы) в 4 или 16 раз. Через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал коробки подач.
Вал XIII используя колеса 28/38 и зубчатые передачи 28/28, 28/35, 30/25 или 42/30, а так же через муфту получает четыре частоты вращения, используемые при нарезании метрических и модульных резьб. Дюймовые резьбы нарезаются через кинематическую цепь 28/38, муфту М3 и колеса 30/33. Вращение выходному валу ХV передается через различные комбинации включения зубчатых колес на валах XIII, XIV и ХV.
Настройка коробки подач на выбранную подачу или шаг нарезаемой резьбы производится перемещением блока зубчатых колес z=18 и z=28 и включением муфт М2, М3, М4 и М5. Муфта М5 на ходовой винт XIX передает вращение для нарезания резьбы. При отключенной муфте М5 через зубчатые колеса 23/40, 24/39, муфту обгона М6 и колеса 28/35 — на ходовой валик XVI для работы с продольной и поперечной подачами.
С ходового валика XVI вращение сообщается зубчатому колесу z=36 через зубчатые колеса 30/32/32/30, через муфту М7 и червячную передачу 4/21 . Продольное перемещение суппорта выполняется через зубчатые колеса z=41, муфты М8 или М9, зубчатые передачи 17/66 на реечную шестерню 10. Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
От двигателя Д2, связанного с ходовым валиком клиноременной передачей 85/127, выполняются ускоренные продольные или поперечные перемещения суппорта. Муфта обгона М6 не препятствует быстрому вращению валика от включенных зубчатых колес в коробке подач.
В некоторых модификациях токарного станка 16К20 подача верхнего суппорта может быть механизирована. В этом случае от зубчатого колеса z=29 вращение снимается колесом 18 на вал ХХ и через зубчатые передачи 20/20, 20/23/30/28/30 и 20/20 передается на ходовой винт ХХII верхнего суппорта.
16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
16К20 применяется в единичном и серийном производствах предприятиях машиностроения, инструментальных производствах, ремонтно-механических цехах и др. для чистовой и получистовой обработки деталей.
Руководство по эксплуатации и паспорт станка
Технические характеристики станка 16К20 в зависимости от модификации и завода производителя могут меняться.
На кинематической схеме показаны взаимосвязи основных узлов и элементов станка.
Как и во всех токарных станках, главным движением является вращение шпинделя, которое от электрического двигателя передается через клиноременную передачу и коробку скоростей.
Суппорт перемещается в продольном и поперечном направлениях. Механизм подачи передает движение суппорту по 4-м кинематическим цепям, а также позволяет производить нарезание резьб.
Технические характеристики рабочего станка 16К20 по своим показателям в полной мере превосходят своего предшественника – 1К62. Это касается:
К конструкционным особенностям устройства модели 16К20 можно отнести наличие жесткой станины, имеющей коробчатую форму совместно с основными шлифованными и калеными направляющими. При этом, основание станка — монолитное и в это же время является емкостью для предусмотренной охлаждающей жидкости и стружкосборником.
Мощность приводного электродвигателя составляет 10 кВт.
Шпиндель смонтирован таким образом, что прецизионные рабочие подшипники качения в ходе использования не требуют дополнительного обслуживания. Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Фартук оснащен механизмом выключения подачи суппорта, благодаря данному устройству достигается высокая точность остановки.
Также здесь установлены ограждающие приспособления и блокировочные устройства, гарантирующие высокий уровень безопасности.
Для точного перемещения резцовых и поперечных салазок суппорт оснащается линейками с визирами. Перемещение суппорта осуществляется в широком скоростном рабочем диапазоне.
На токарно-винторезном станке 16К20 была усовершенствована конструкция резцедержателя, что существенно улучшило стабильность фиксации инструмента.
Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
Обработка чугунных изделий, более 20% от общего количество заготовок, способствует повышенному износу трущихся частей оборудования. Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
Для сохранения точности станка рекомендуется разделять черновые и чистовые операции (чистовые операции выполнять на одном станке, обдирочные – на другом).
Шероховатость обработанной поверхности после чистового точения составляет Ra = 1,6.
Межремонтный цикл (время до капитального ремонта) при соблюдении всех правил эксплуатации составляет 10 лет при использовании в 2-х сменном режиме.
Видео капитального ремонта
Не рекомендуется разбирать основные узлы токарных станков влияющих на точность.
В стандартную комплектацию станка входит:
Основными часто встречающимися неисправностями являются:
Более подробно о ремонте читайте в статье «Ремонт токарно-винторезного станка 16К20«.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
Руководство по ремонту
В самом конце аббревиатуры могут стоять и другие буквы с цифрами, указывающие на определенные конструкционные особенности и модификацию.
Как уже писалось выше, токарно-винторезный станок 16К20 на сегодняшний день не выпускается, поэтому возникает вопрос подбора аналогов у других производителей.
Из зарубежных аналогов хорошо себя зарекомендовали Optimum D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO, TRENS SN-50.
Белорусскими аналогами являются токарно-винторезные станки ГС526У (Гомельский завод станочных узлов), 16ВТ20П-21 (Витебский станкостроительный завод).
Стоимость аналогов колеблется в пределах 1,5 – 2 млн рублей, не включая расходов на доставку и монтаж оборудования.
Метки: Советские токарные станки
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.

По допускам работы токарное оборудование принято делить на такие категории:
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
Предельные параметры
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.

Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
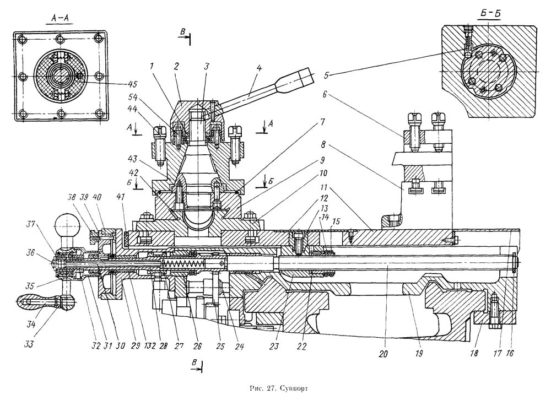
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
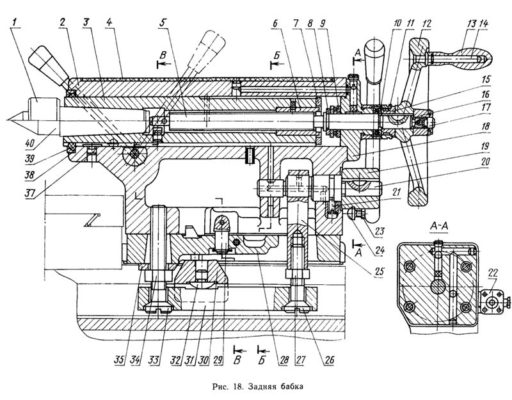
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
Перечень компонентов электрооборудования станка:
Схема органов управления токарным станком
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
Профилактика и ремонт
Перед началом работы:
Во время работы:
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Частота вращения
шпинделя n, об/мин определяется по
формуле:
где Д
– диаметр обрабатываемой поверхности,
мм.
При точении наружной
поверхности:

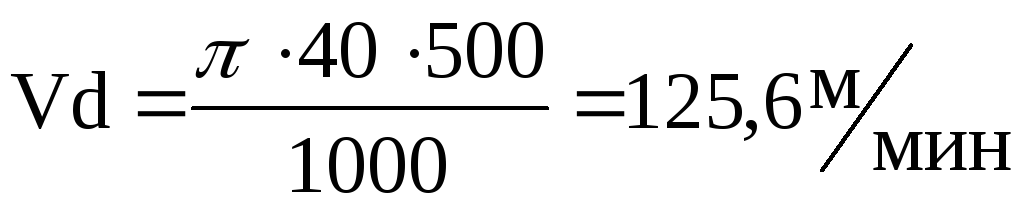
Принимаем значение
частоты вращения шпинделя по паспорту
станка 500 об/мин.
Действительная
скорость определяется по формуле:
7 Окружная сила резания, Pz
Окружная сила
резания, Pz,
кгс определяется по формуле:




8 Мощность резания, Nрез, кВт
Мощность резания
определяется по формуле:

Мощности двигателя
выбираемого станка 16 К20 достаточно.
Расчет режимов
резания на остальные операции
рассчитывается аналогично.
Для операции 010
выбираем сверлильный станок 2М112 с
мощностью электродвигателя Nдв
= 0,6 кВт, все данные по технологическому
процессу сведем в таблицу 8.
9 Определение скорости резания
Скорость резания
определяется по формуле:
Т
– период стойкости инструмента, Т
= 60 мин;
Sz
– подача, выберем подачу для чистового
прохода, Sz
= 0,15;
Кv
– поправочный коэффициент, определим
по формуле:
Кrv
– коэффициент, учитывающий вид обработки.

10 Частота вращения шпинделя n, об/мин
где Д – диаметр
обрабатываемой поверхности, мм.

11 Окружная сила резания, Pz, кгс
где Cpz=68,
q=l, y=l;

12 Мощность резания, Nрез, кВт

13 Расчет технических норм времени
Технические нормы
времени в условиях массового и серийного
производства устанавливаются
расчетно-аналитическим методом.
В серийном
производстве определяется норма
штучно-калькуляционного времени:
Данную деталь
изготовляем в условиях серийного
производства. Представим формулу 17 в
развернутом виде:
где Тпз
– подготовительно заключительное время,
мин;
Т0
-основное время, мин;
Тиз
– время на изготовление детали, мин;
Ту.с.
– время на установку и снятие детали,
мин;
Туп
– время на приемы управления, мин;
Тз.о.
– время на закрепление и открепление
детали, мин;
k – коэффициент
нормирования времени.
Операция 005 точения

Операция 010 точения

После определения
норм времени составляем технологический
процесс механической обработки:
Таблица 8 –
Сводная таблица
Соседние файлы в папке 01-04-2014_10-01-27
По рассчитанной
скорости резания Vр
определяют частоту вращения шпинделя
станка



По выбранной
частоте вращения шпинделя определяют
действительную скорость резания

.
(19.21)
6. Скорректировать
подачу в зависимости от допускаемой
мощности станка –
Sст.
Подача, мм/об, в
зависимости от допускаемой мощности
станка определяется по формуле


рассчитывается для принятой частоты
вращения шпинделя

и сравнивается с

,
из двух подач выбирается минимальная.
Скорректировать подачу в зависимости от допустимых режущих свойств инструмента – Sр.
Подачу, мм/об,
допустимую режущими свойствами
инструмента
для заданного периода стойкости Т,
определяют по формуле


определяется для принятой частоты
вращения шпинделя

и сравнивается с предыдущей, опять
принимается меньшее значение.






